Tillverkning av förgyllda smycken: En djupdykning i de fyra huvudstegen
Introduktion: Förgylld överkomlighets lockelse
Guld har fängslat mänskligheten i årtusenden och symboliserat makt, rikedom och skönhet. Men det oöverkomliga priset på massivt guld gör det otillgängligt för många. Det är här guldpläterade smycken kommer in på scenen och erbjuder den eftertraktade gyllene estetiken till en bråkdel av priset. Det representerar en perfekt förening av konst, vetenskap och ekonomi, vilket gör lyx och mångsidighet tillgängliga för en global marknad.
Förgyllda smycken definieras av en specifik struktur: en kärna av basmetall, på vilken ett tunt lager guld är molekylärt bundet genom en elektrokemisk process. Kvaliteten och livslängden på det slutliga smycket är inte en slump utan bestäms av den rigorösa precisionen och kvalitetskontrollen i varje steg av dess skapande.
Resan från ett koncept till ett färdigt, marknadsklart förgyllt smycke är fascinerande och komplex. Den kan delas in i fyra kritiska, sekventiella steg: 1) Design och prototypframställning, 2) Tillverkning av basmetaller, 3) Ytbehandling och plätering, och 4) Kvalitetskontroll, efterbehandling och förpackning. Varje steg är en egen värld och omfattar traditionellt hantverk, banbrytande teknik och invecklad kemiteknik. Den här artikeln kommer att ge en omfattande utforskning av vart och ett av dessa fyra huvudsteg och avslöja den noggranna ansträngning som förvandlar råmaterial till åtråvärda föremål.
Steg 1: Design och prototypframtagning – Skönhetens ritning
Innan någon metall berörs eller något kemiskt bad förbereds, börjar varje smycke som en idé. Design- och prototypfasen är det grundläggande skedet där kreativiteten tas tillvara, koncept valideras och ritningen för massproduktion etableras.

1.1 Konceptualisering och skissering
Processen spirar av inspiration. Designers hämtar influenser från trender som förutspås av branschexperter som Pantone Color Institute, historiska konströrelser, natur, arkitektur och kulturella motiv. Detta inledande steg är mycket flytande och kreativt:
- Handskissning: Många designers börjar med traditionella skisser med blyerts och papper. Detta möjliggör snabb utforskning av former, proportioner och stilelement utan programvarans begränsningar. Flera iterationer skapas, förfinas och begränsas.
- Digital design: I allt högre grad föds det första konceptet digitalt med hjälp av specialiserad programvara som datorstödd design (CAD)-program som Rhino 3D, Matrix eller ZBrush. Digital design erbjuder enorma fördelar från början, vilket möjliggör perfekt symmetri, enkel manipulation av komplexa former och skapandet av tekniska ritningar.
1.2 Teknisk design och CAD-modellering
När en skiss är godkänd övergår den till en exakt, tredimensionell digital modell. Det är här konstnärens vision omsätts till en ingenjörsritning.
- Precisionsmodellering: En CAD-specialist, ofta kallad digital juvelerare, bygger modellen från grunden. Varje kurva, spets, spår och ytstruktur definieras med matematisk noggrannhet.
- Konstruktion för bärbarhet: Modellen handlar inte bara om estetik; den måste konstrueras för verklig användning. Konstruktören måste beakta:
- Strukturell integritet: Kommer den fina filigranen att knäppas? Är hängsmyckes bygel tillräckligt stark för att hålla en kedja?
- Komfort och funktion: Hur sitter en ring på fingret? Är spännmekanismen pålitlig och enkel att använda?
- Överväganden vid plätering: Konstruktionen måste ta hänsyn till pläteringsprocessen. Skarpa, hårda kanter kan leda till ojämn pläteringstjocklek på grund av "kanteffekten", där strömtätheten är högre. Djupa, smala springor kan fånga pläteringslösningar och vara svåra att skölja, vilket leder till korrosion senare. En bra CAD-konstruktör kommer att införliva radier och mjuka övergångar för att säkerställa enhetlig plätering.
1.3 Prototypframtagning: Att väcka det digitala till liv
En CAD-modell på en skärm kan vara vilseledande. En fysisk prototyp är avgörande för att bedöma designens verkliga form, känsla och funktion. Två primära teknologier dominerar detta skede:
- 3D-utskrift (Additiv tillverkning): Detta är den vanligaste metoden idag. CAD-filen skickas till en 3D-skrivare, som bygger modellen lager för lager av ett UV-känsligt flytande harts (SLA – Stereolitografi) eller ett vaxliknande material (PolyJet). Denna "utskrift" är en mycket noggrann och konkret representation av den slutliga designen.
- Vaxgjutning och snidning: För mycket traditionella eller mycket organiska mönster kan en mästermodell fortfarande snidas för hand från ett block av juvelerarevax med hjälp av specialverktyg. Detta är en skicklig hantverksprocess.
Den resulterande 3D-utskriften eller vaxmodellen kallas prototypen eller mönstret.
1.4 Urval och validering
Prototypen används för att skapa ett enda metallprov, vanligtvis i mässing eller silver, via gjutningsprocessen (beskrivs i nästa steg). Detta prov är avgörande för:
- Designvalidering: Teamet håller, bär och testar provet. Ser det ut som förväntat? Är det bekvämt? Fungerar mekanismen?
- Marknadstestning: Urvalet kan visas för fokusgrupper eller viktiga köpare för att mäta marknadens mottagande.
- Tillverkningsbedömning: Produktionsingenjörer undersöker provet för att identifiera eventuella tillverkningsutmaningar innan fullskalig produktion påbörjas.
Feedback från detta steg införlivas och CAD-modellen förfinas i en iterativ loop tills den perfekta huvudmodellen uppnås. Denna huvudmodell är den fysiska utföringsformen av designen och kommer att användas för att skapa formarna för massproduktion.
Steg 2: Tillverkning av basmetall – Skapa duken
Basmetallen utgör smyckets strukturella kärna, dess "duk". Valet av metall och tillverkningsmetoden är avgörande, eftersom de avgör smyckets styrka, vikt, kostnad och hur det kommer att interagera med pläteringsprocessen.
2.1 Val av basmetaller
Inte alla metaller är lämpliga för guldplätering. Den valda metallen måste vara prisvärd, hållbar och ha goda galvaniseringsegenskaper.
- Mässing (koppar-zinklegering): Det mest populära valet för guldpläterade smycken. Det är relativt billigt, lätt att gjuta och maskinbearbeta, och har en varm, gul färg som ger en utmärkt underliggande bas för guldplätering. Om pläteringen slits tunn skapar mässingen under inte en skarp, oattraktiv kontrast.
- Koppar: Används för sin utmärkta elektriska ledningsförmåga och formbarhet. Det används ofta som ett underliggande lager för andra basmetaller eller för specifika stilar. Ren koppar är relativt mjuk.
- Rostfritt stål: Alltmer populärt för sin exceptionella styrka och korrosionsbeständighet. Det är hypoallergent, vilket gör det idealiskt för örhängen och piercingsmycken. Det kräver dock specialiserade pläteringstekniker för att säkerställa att guldlagret fäster ordentligt.
- Zinklegeringar (t.ex. Zamak): Används ofta för invecklade presspassningsdetaljer och kostnadseffektiva modesmycken på grund av deras utmärkta pressgjutningsegenskaper. De kan vara spröda och måste pläteras med omsorg för att förhindra korrosion.
2.2 Tillverkningstekniker
Metoden som används för att forma basmetallen beror på designens komplexitet, volym och kostnadsöverväganden.
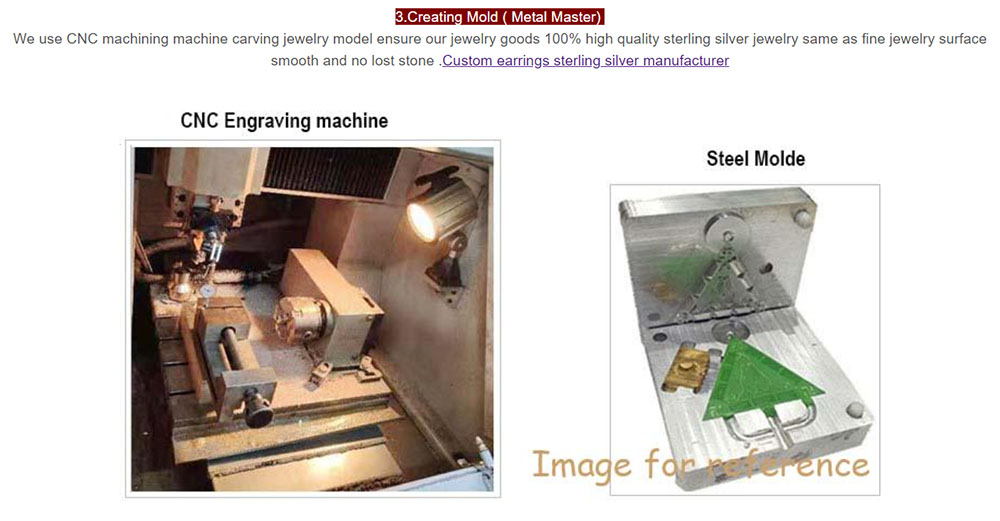
- A. Gjutning: Metoden för komplexitet
Gjutning är den dominerande metoden för att skapa detaljerade, tredimensionella smyckeskomponenter som hängen, berlocker och ringar med komplexa mönster.- Trädbygge: De godkända vax- eller hartsprototyperna fästs vid ett centralt vax-"träd", vilket skapar en struktur som liknar en ljuskrona. Ett enda träd kan hålla dussintals eller till och med hundratals identiska mönster.
- Investering: Trädet placeras i en stålkolv och ett flytande gipsliknande material, kallat investering, hälls runt det. Investeringen stelnar till en hård, värmebeständig form.
- Utbränning: Kolven placeras i en ugn och värms upp till hög temperatur. Denna process smälter och förångar vaxet ("förlorat vaxgjutning"), vilket lämnar en perfekt, ihålig hålighet i form av smyckena inuti den härdade investeringen.
- Smältning och gjutning: Den valda basmetallen smälts i en degel vid temperaturer över 1000 °C. Med hjälp av en centrifugal gjutmaskin eller vakuumassistans tvingas den smälta metallen in i de ihåliga håligheterna i investeringsformen.
- Släckning och avvänjning: När metallen har stelnat kyls kolven ner och placeras i vatten. Insatsen löses upp och avslöjar metallträdet som nu består av solida smycken.
- Avkapning: De enskilda bitarna, kallade gjutgods, sågas noggrant ut från trädet med hjälp av sågar.
- B. Stansning och stansning: Metoden för enkelhet och volym
Den här metoden används för enklare, plattare eller mer enhetliga designer som kedjelänkar, enkla örhängen och myntliknande hängen.- Formtillverkning: Ett specialanpassat stålverktyg, kallat en form, tillverkas. Den består av två halvor – en med en upphöjd design (stansen) och en med en försänkt design (hålrummet) – som passar perfekt ihop.
- Stämplingsprocessen: En plåt av basmetall placeras mellan de två halvorna av formen. En kraftfull hydraulisk eller mekanisk press tvingar samman formarna med enormt tryck, vilket skär av metallen och samtidigt präglar mönstret i den.
- Fördelar: Stansning är extremt snabb och kostnadseffektiv för högvolymsproduktion. De resulterande delarna är också starkare och tätare än gjutna delar eftersom metallens kornstruktur komprimeras.
- C. Tråddragning och kedjetillverkning
Kedjor är en basvara i smycken, och deras tillverkning är ett specialiserat område.- Tråddragning: Metallstavar dras genom en serie gradvis mindre matriser för att uppnå önskad trådtjocklek.
- Kedjemontering: Detta kan göras maskinellt för enkla kedjor som rep- eller kabelkedjor, eller för hand för mer komplexa stilar som Figaro- eller Byzantine-kedjor. Länkar formas, sammanfogas och löds ofta fast för styrka.
2.3 De första stegen i efterbehandlingen: Förmontering före plätering
Efter tillverkningen är råkomponenterna grova och kräver en initial efterbehandling.
- Filning och avgradning: Grova kanter, så kallade inlopp (från gjutning) och grader (från stansning), filas bort manuellt.
- Trumling: Komponenter placeras i en roterande cylinder (en tumlare) med ett slipmedel, vatten och en poleringsmassa. Denna process härdar metallen, jämnar ut ytorna och ger en jämn, satinliknande preliminär yta.
- Lödning: Om stycket har flera komponenter (t.ex. en hängsmycke fastlödd på hänget eller en ringskaft fastlödd på en infattning) görs detta av en skicklig hantverkare med hjälp av en brännare och ett lödtenn med lägre smältpunkt än basmetallen.
I slutet av detta steg har vi ett färdigformat, monterat och slätt föremål av basmetall, redo för den transformerande process som ger det det ikoniska utseendet av guld.
Steg 3: Ytbehandling och plätering – Den alkemiska transformationen
Detta är det mest tekniskt komplexa och kemiskt känsliga steget i hela processen. Förgyllningens framgång – dess vidhäftning, ljusstyrka och hållbarhet – beror nästan helt på hur noggranna förberedelserna som föregår den är. Principen är enkel: en perfekt ren yta är avgörande för en perfekt platta.
3.1 Ytbehandling: Den osynliga nyckeln till kvalitet
Denna rengöringsprocess i flera steg är utformad för att avlägsna alla tänkbara föroreningar från basmetallytan.
- Lösningsmedelsrengöring: Ett initialt avfettningsbad i ett organiskt lösningsmedel eller en alkalisk lösning avlägsnar oljor, fingeravtryck och vaxer från hantering och tidigare processer.
- Elektrokemisk rengöring: Smycket sänks ned i ett alkaliskt, elektriskt laddat bad. Det fungerar som katod (negativ terminal), vilket får vätgas att bubbla kraftigt från ytan. Denna elektrokemiska reaktion skrubbar bort mikroskopiska föroreningar och oxider.
- Syrabetning: Bitarna doppas i en mild syralösning (som svavelsyra eller saltsyra). Detta etsar ytan mikroskopiskt, tar bort eventuella kvarvarande oxidlager och ger en lätt texturerad yta för överlägsen mekanisk vidhäftning av pläteringen. För zinkbaserade legeringar används en mycket mildare syra för att förhindra korrosion.
- Sköljning: Kanske det viktigaste och mest upprepade steget i hela processen. Efter varje kemiskt bad måste smycket sköljas noggrant i avjoniserat vatten för att förhindra att nästa lösning kontamineras. Otillräcklig sköljning är en primär orsak till pläteringsfel.
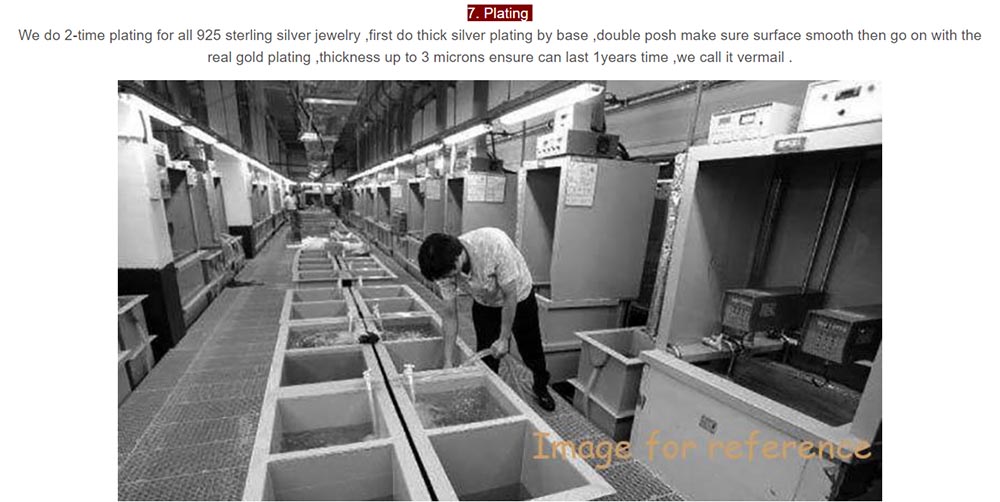
3.2 Elektropläteringsprocessen: Bygga lagren
Efter förberedelse är smycket redo för plätering. Den grundläggande installationen innefattar en elektrolytlösning innehållande upplösta guldsalter, en anod (ofta ett inert material som titan belagd med platina) och smycket som fungerar som katod. När en likström appliceras attraheras guldjoner (Au+) till det negativt laddade smycket och reduceras till metalliskt guld, vilket bildar ett sammanhängande lager på dess yta.
Att plätera rent guld direkt på basmetaller görs dock sällan. En flerskiktsmetod används för att förbättra prestanda och utseende.
- Steg 3.2.1: Strikelagret (barriärbeläggning)
Det första lagret som avsätts är ett "strike". Detta är ett tunt, tätt lager av en metall som fäster väl på både basmetallen och efterföljande lager. Nickel är det vanligaste strikelagret. Det ger en lysande, vit underliggande bas som förbättrar reflektionsförmågan och färgen hos det slutliga guldlagret. Avgörande är att det fungerar som en barriär som förhindrar att atomer från basmetallen (som koppar eller zink) migrerar genom guldlagret med tiden, vilket kan orsaka matthet eller missfärgning. På grund av nickels potential att orsaka allergiska reaktioner använder många tillverkare nu hypoallergena alternativ som palladium-nickel eller kopparstrike för vissa basmetaller. - Steg 3.2.2: Förgyllningsskiktet
Efter stryklagret överförs stycket till det slutliga guldpläteringsbadet. Egenskaperna hos detta bad avgör slutproduktens egenskaper.- Guldinnehåll: Badet använder kaliumguldcyanid som primär källa till guldjoner. Guldets renhet i badet kan justeras för att skapa olika karatfärger (t.ex. 14k, 18k, 24k).
- Färg och legering: För att uppnå olika guldfärger tillsätts andra metaller i badet:
- Gult guld: Rent 24k guld eller en legering med hög karatshalt.
- Vitt guld: Legerat med palladium eller nickel (även om nickel fasas ut).
- Roséguld: Legerat med en högre andel koppar.
- Vitgörande och utjämnande medel: Egenutvecklade organiska tillsatser ingår i badet. Dessa kemikalier bidrar till en strålande, spegelblank yta genom att främja en jämn avsättning av guldatomer, fylla i mikroskopiska dalar och jämna ut ytan.
3.3 Bestämning av pläteringstjocklek
Guldlagrets tjocklek är en viktig kvalitetsbestämningsfaktor och styrs direkt av:
- Strömtäthet: Mängden elektrisk ström per ytenhet.
- Tid: Hur länge smycket ligger i badet.
- Lösningskoncentration: Koncentrationen av guldjoner i elektrolyten.
Tjocklek mäts i mikron (µm) eller, vanligare för smycken, i mikrotum (µ”). Kvaliteten på förgyllda smycken beskrivs ofta med dess ”guldtjocklek” och dess ”guldfinhet” (t.ex. ”2,5 mikron 18k guld”).
Vanliga branschklassificeringar baserade på tjocklek inkluderar:
- Klass 1, tung guldelektroplätering/HEGP: (≥ 2,5 µ” eller 0,1 µm) En hållbar, högkvalitativ plätering för föremål avsedda för regelbundet bruk.
- Förgyllt/GP: (≥ 0,7 µ” eller 0,025 µm) Standarden för kvalitetssmycken.
- Gold Flash/GF: (< 0,7 µ”) Ett mycket tunt, dekorativt lager med begränsad hållbarhet, typiskt för billiga engångskläder.
Efter att pläteringen är klar kan ett sista, ultratunt lager av en klar, skyddande lack eller en hård beläggning som rodium (för vitt guld) appliceras på vissa områden för att förhindra matthet och förbättra reptåligheten.
Steg 4: Kvalitetskontroll, efterbehandling och förpackning – Den slutliga kureringen
Resan avslutas med en serie noggranna kontroller och förbättringar som förbereder smycket för dess premiär.
4.1 Rigorös kvalitetskontroll (QC)
Varje produkt måste genomgå en strikt kvalitetskontrollprocess innan den kan godkännas för försäljning.
- Visuell inspektion: Inspektörer undersöker delar under starka, förstorade lampor för att upptäcka defekter som:
- Pläteringsfel: Flagnande, blåsbildning, missfärgning eller ojämn färg.
- Ytliga defekter: Repor, gropar eller ojämnheter.
- Konstruktionsfel: Svaga lödfogar, feljusterade komponenter eller icke-fungerande spännen.
- Tjockleksverifiering: För högvärdiga partier används en röntgenfluorescensspektrometer (XRF). Denna icke-förstörande anordning bombarderar föremålet med röntgenstrålar och mäter den fluorescerande strålningen som avges för att ge en exakt avläsning av pläteringens tjocklek och sammansättning.
- Vidhäftningstester: Prover från en sats kan utsättas för tester som "tejptest" (applicera och ta bort tejp för att se om pläteringen lossnar) eller värmekylningstester för att säkerställa att pläteringen är korrekt vidhäftad.
- Hållbarhetstestning: Prover kan testas för korrosionsbeständighet med hjälp av en saltsprutkammare för att simulera accelererat åldrande och slitage.
4.2 Slutlig ytbehandling och sättning
Delar som klarar kvalitetskontrollen kan genomgå sista estetiska detaljer.
- Polering och polering: Medan pläteringsbadet ger ljusstyrka, kan en slutlig polering med mjuka skivor och finpoleringsmedel förbättra lystern till en hög glans.
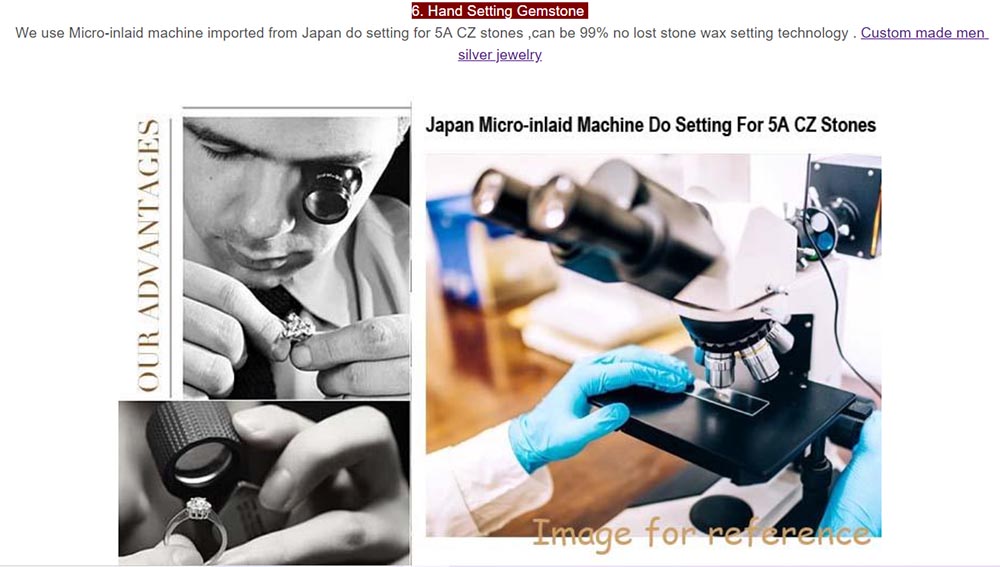
- Steninfattning: Om designen innehåller ädelstenar (t.ex. kubisk zirkoniumoxid, syntetiska kristaller eller naturstenar) infattas de i detta skede. Skickliga sättare använder verktyg för att noggrant fästa stenarna i sina infattningar utan att skada den ömtåliga guldpläteringen.
- Oxiderande: För en antik eller vintage-look kan en kemisk lösning appliceras på försänkta områden för att mörka dem, vilket skapar kontrast och gör att designdetaljerna framträder tydligt.
4.3 Förpackning och presentation
Uppackningsupplevelsen är en del av produkten. Smyckena placeras noggrant i plastpåsar för att förhindra repor, märks med relevanta juridiska uppgifter (t.ex. "Förgyllda") och presenteras i märkesaskar eller påsar. Detta skyddar inte bara produkten under frakt utan ökar också det upplevda värdet och ger en tillfredsställande kundupplevelse.
Slutsats
Skapandet av ett förgyllt smycke är en anmärkningsvärd syntes av konstnärlig vision, metallurgisk vetenskap och precisionsteknik. De fyra huvudstegen – design och prototypframställning, tillverkning av basmetaller, ytbehandling och plätering samt kvalitetskontroll och ytbehandling – bildar en sammankopplad kedja där excellens i varje steg är icke-förhandlingsbart.
Att förstå denna process avmystifierar produkten och ger både återförsäljare och konsumenter möjlighet att uppskatta värdet av välgjorda förgyllda smycken. Det är inte bara "billiga smycken", utan snarare resultatet av en sofistikerad tillverkningsprocess utformad för att leverera guldets tidlösa skönhet i en hållbar, tillgänglig och mångsidig form. Från designerns första skiss till den slutliga kvalitetskontrollen är varje handling dedikerad till att säkerställa att det färdiga smycket inte bara fångar ljuset utan också fångar bärarens hjärta.