Процесс литья по восковой модели в ювелирных изделиях из серебра на заказ: этапы, рабочий процесс и ключевые моменты.
Литье по восковой модели, или литье по выплавляемым моделям, — это высокоточная и важная технология в мире изготовления ювелирных изделий из серебра на заказ. Она позволяет создавать сложные узоры и детализированные элементы, которые было бы сложно воспроизвести традиционными методами литья. Процесс литья по выплавляемым моделям включает в себя несколько ключевых этапов, в том числе создание восковой модели, процесс литья, плавление металла и очистку готового изделия. Цель данной статьи — изучить рабочий процесс литья по восковой модели с особым акцентом на важнейший этап заливки в форму («倒模»), а также важные моменты, которые необходимо учитывать на каждом этапе.
I. Обзор процесса литья по выплавляемым моделям
Литье по выплавляемым моделям на протяжении веков является основополагающим методом в ювелирном деле благодаря своей способности создавать очень детализированные и сложные конструкции. Эта техника включает в себя следующие этапы:
- Создание восковой модели– Модель изделия изготовлена из воска.
- Строительство восковой ёлки– Несколько восковых моделей соединены между собой, образуя «дерево».
- Подготовка формы– Форма для отливки создается путем покрытия восковой модели термостойким материалом, например, гипсом.
- Удаление воска– Форма нагревается, чтобы расплавить воск, в результате чего образуется полость в форме желаемого рисунка.
- Плавка металла– Металл (например, серебро) расплавляется до жидкого состояния.
- Литье металла– Расплавленный металл заливается в форму для изготовления ювелирных изделий.
- Удаление скорлупы– После того как металл остынет и затвердеет, оболочка снимается.
- Завершающие штрихи– Изделие очищается, полируется, и все оставшиеся дефекты удаляются.
Каждый из этих этапов должен быть выполнен с точностью и тщательностью, чтобы обеспечить успех процесса. Процесс заливки в форму играет жизненно важную роль в формировании конечного изделия и требует скрупулезного внимания к деталям, чтобы гарантировать, что готовое отлитое изделие будет соответствовать требуемым характеристикам.
II. Подробный алгоритм процесса заливки формы
Процесс литья по выплавляемым моделям включает в себя несколько этапов, в том числе подготовку восковой модели, создание формы, обжиг формы и заливку металла в форму. Ниже приведено подробное описание каждого этапа процесса:
1. Создание воскового дерева
Первым этапом в процессе литья по выплавляемым моделям является создание восковой модели. Это включает в себя изготовление модели ювелирного изделия из воска, которая впоследствии будет использована для создания формы для отливки из металла.
- ПроцедураВосковая модель желаемого ювелирного изделия создается либо путем ручной резьбы, либо методом литья под давлением. Затем несколько восковых моделей прикрепляются к центральному восковому «литнику», образуя «восковое дерево», которое позволяет расплавленному металлу равномерно заполнить каждую модель.
- СоображенияТочность восковой модели имеет решающее значение, поскольку любые дефекты или пузырьки воздуха в воске могут привести к изъянам в готовом изделии. Необходимо тщательно следить за тем, чтобы восковые модели не имели трещин, щелей или неровностей. Кроме того, размер литника и расположение каждой восковой модели на литнике должны быть тщательно спланированы, чтобы обеспечить равномерное распределение металла в процессе заливки.

2. Заливка гипсовой оболочки (формы)
После того, как восковая модель дерева готова, следующим шагом является создание формы, которое обычно выполняется с использованием гипсового материала. Форма в конечном итоге придаст изделию негативный облик.
- ПроцедураВосковая модель дерева аккуратно помещается в трубку или корпус из нержавеющей стали, после чего на дерево заливается специальная гипсовая суспензия. Эта суспензия изготавливается путем смешивания гипса с водой, образуя жидкую массу, которая может заполнить все сложные детали восковой модели. Затем гипсовой форме дают застыть в течение нескольких часов (обычно 6-12 часов) для полного затвердевания.
- СоображенияГипсовая суспензия должна быть тщательно перемешана до нужной консистенции. Если суспензия слишком густая, она может неравномерно растекаться и образовывать воздушные пузырьки, а если слишком жидкая, это может привести к хрупкости формы, которая легко может разбиться. Кроме того, форме необходимо дать застыть в течение достаточного времени, чтобы она полностью затвердела. На этом этапе форму также необходимо пропылесосить, чтобы удалить все пузырьки воздуха.

3. Удаление плесени пылесосом
После заливки гипса крайне важно убедиться, что в форме не осталось воздушных пузырьков или зазоров. Обычно это делается путем создания вакуума в форме.
- ПроцедураФорма помещается под вакуумную камеру, которая откачивает воздух из гипса и помогает ему заполнить все щели восковой модели. Это гарантирует отсутствие воздушных карманов в форме, которые могли бы нарушить окончательный процесс отливки.
- СоображенияПроцесс вакуумирования необходимо проводить осторожно, чтобы избежать повреждения пресс-формы или образования трещин. Необходимо контролировать давление внутри вакуумной камеры, а пресс-форму следует помещать в камеру на необходимое время для обеспечения полного удаления воздуха.
4. Выпекание плесени
После затвердевания гипсовой оболочки форму необходимо обжечь, чтобы удалить воск и полностью подготовить ее к заливке металла. Этот этап крайне важен для того, чтобы форма была свободна от остатков воска и влаги.
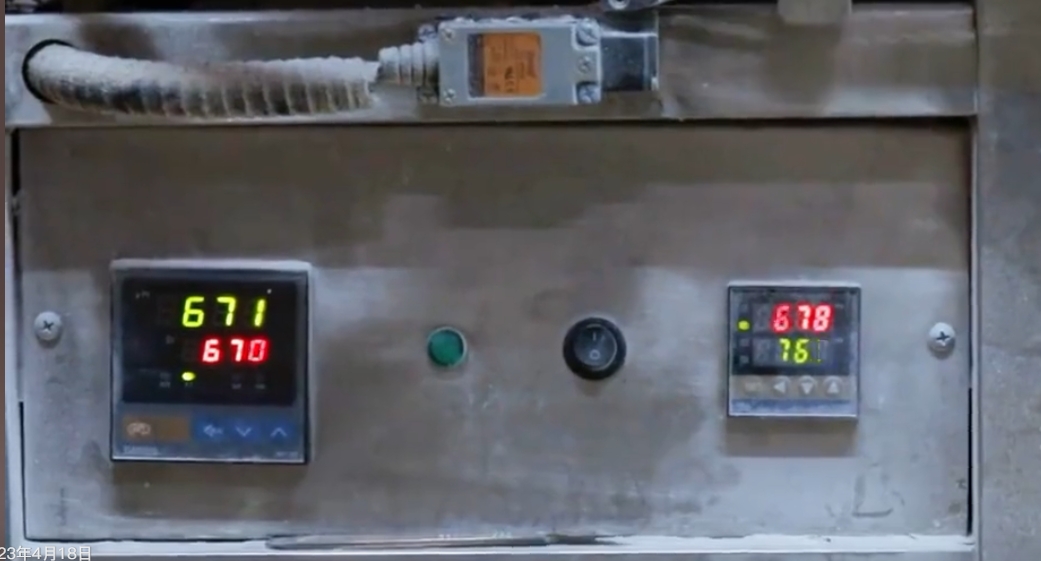
- ПроцедураФорма нагревается в печи или духовке до температуры, обычно составляющей от 800°C до 1000°C (от 1472°F до 1832°F). Высокая температура приводит к расплавлению воска и его стеканию из формы, оставляя полость. Процесс обжига также способствует тщательной сушке формы, обеспечивая ее устойчивость к расплавленному металлу во время заливки.
- СоображенияТемпературу и время запекания необходимо тщательно контролировать, чтобы обеспечить полное удаление всего воска. Если температура слишком низкая, остатки воска могут остаться в форме, что может привести к дефектам в готовом металлическом изделии. Время запекания также следует оптимизировать, чтобы форма достигла желаемого уровня нагрева без перегрева, который может вызвать трещины или другие проблемы.

5. Плавление металла
После того как форма обожжена и очищена от воска, следующим шагом является расплавление металла, обычно серебра, который будет залит в форму для создания ювелирного изделия.
- ПроцедураМеталл плавят в тигле или печи до соответствующей температуры. Например, температура плавления серебра составляет приблизительно 962°C (1764°F), поэтому металл необходимо нагреть выше этой точки, чтобы обеспечить его жидкое состояние при заливке в форму.
- СоображенияЧистота металла имеет решающее значение для обеспечения высокого качества конечного изделия. Любые примеси или металлы более низкого качества могут негативно повлиять на конечный продукт. Температура плавления также должна точно контролироваться, чтобы избежать перегрева или недогрева металла.
6. Заливка металла
После подготовки формы и расплавления металла следующим шагом является заливка расплавленного металла в форму.
- ПроцедураРасплавленный металл аккуратно заливается в предварительно нагретую форму, заполняя полость, оставленную восковой моделью. Заливка металла должна производиться при правильной температуре и скорости, чтобы обеспечить равномерное растекание и заполнение всех сложных деталей формы.
- СоображенияВо время заливки необходимо поддерживать постоянную температуру расплавленного металла, чтобы избежать слишком быстрого охлаждения и возникновения дефектов. Процесс заливки должен быть равномерным, чтобы предотвратить образование воздушных пузырьков или неполное заполнение формы. Кроме того, форму следует предварительно нагреть, чтобы металл не охлаждался слишком быстро при контакте с поверхностью формы, что может привести к дефектам литья, таким как трещины или пустоты.

7. Охлаждение и удаление оболочки
После заливки металла форму необходимо охладить, чтобы металл затвердел и принял форму ювелирного изделия.
- ПроцедураПосле того как форма остынет в течение 10-30 минут, ее помещают в холодную воду для процесса, известного как «удаление оболочки» или «растрескивание оболочки». Это помогает отделить гипсовую оболочку и обнажить металлическую отливку.
- СоображенияПроцесс охлаждения необходимо контролировать, чтобы обеспечить равномерное затвердевание металла и избежать термического шока, который может вызвать трещины или другие проблемы. После охлаждения форма аккуратно отделяется от металла, оставляя готовую отливку.
8. Уборка и завершающие штрихи
После того как металл остынет и форма будет удалена, ювелирное изделие необходимо очистить и довести до совершенства.
- ПроцедураИзделие очищается в несколько этапов, включая «кислотную промывку» в ванне с 30% соляной кислотой для удаления остатков гипса, а затем промывку водой под высоким давлением для удаления оставшихся загрязнений. После этого изделие полируется, сглаживается, и все дефекты исправляются.
- СоображенияОчистка должна проводиться тщательно, чтобы на металле не осталось остатков штукатурки или воска, которые могут повлиять на его внешний вид. Полировка и отделка должны выполняться с осторожностью, чтобы сохранить детали рисунка.
9. Резка и сушка
Заключительный этап процесса литья включает в себя удаление лишнего материала, сушку и взвешивание готового изделия.
- ПроцедураМеталлическая основа аккуратно срезается, а излишки металла обрезаются. Затем изделие высушивается и взвешивается для окончательного контроля качества.
- СоображенияЭтот этап гарантирует удаление всех излишков металла и получение готовой детали желаемой формы и веса.
III. Ключевые моменты, которые необходимо учитывать на протяжении всего процесса литья по выплавляемым моделям.
Успешное литье по выплавляемым моделям требует точности на каждом этапе процесса. Несколько ключевых факторов могут существенно повлиять на конечный результат:
- Качество восковой моделиЛюбые дефекты или пузырьки в восковой модели напрямую повлияют на конечный результат. Воск должен быть без трещин, а модель должна быть точной.
- Вакуум и качество оболочкиПроцесс вакуумной обработки и изготовления раковины следует тщательно контролировать, чтобы избежать образования пузырьков воздуха и зазоров.
- Выпечка и контроль температурыТемпературу обжига необходимо тщательно регулировать, чтобы обеспечить полное удаление воска и тщательное высыхание формы.
- Качество металлаДля обеспечения долговечности и эстетической привлекательности готового изделия следует использовать только высококачественные металлы.
- Точность заливкиПроцесс заливки должен быть равномерным и контролируемым, чтобы предотвратить такие дефекты, как пузырьки воздуха или неполное заполнение.
IV. Заключение
Процесс литья по выплавляемым моделям при изготовлении серебряных ювелирных изделий на заказ включает в себя несколько сложных этапов, каждый из которых требует тщательного внимания к деталям. От создания восковой модели до окончательной огранки и полировки ювелирного изделия, этот процесс требует точности и профессионализма на каждом этапе. Следуя описанному рабочему процессу и учитывая ключевые факторы, задействованные на каждом этапе, ювелиры могут создавать высококачественные изделия на заказ, отвечающие как эстетическим, так и функциональным требованиям. Успешная заливка в форму имеет решающее значение для обеспечения равномерного распределения металла и заполнения сложных деталей дизайна, что приводит к идеальному готовому изделию.