Produzione di gioielli placcati in oro: un'analisi approfondita delle 4 fasi principali
Introduzione: Il fascino dell'accessibilità economica dorata
L'oro affascina l'umanità da millenni, simboleggiando potere, ricchezza e bellezza. Tuttavia, il costo proibitivo dell'oro massiccio lo rende inaccessibile a molti. È qui che entrano in gioco i gioielli placcati in oro, offrendo l'ambita estetica dorata a una frazione del prezzo. Rappresentano la perfetta fusione di arte, scienza ed economia, rendendo lusso e versatilità accessibili a un mercato globale.
I gioielli placcati in oro si distinguono per una struttura specifica: un nucleo in metallo di base, sul quale un sottile strato d'oro viene legato a livello molecolare tramite un processo elettrochimico. La qualità e la durata del gioiello finito non sono frutto del caso, ma sono determinate dalla rigorosa attenzione alla precisione e al controllo qualità in ogni fase della sua creazione.
Il percorso che porta da un'idea a un gioiello placcato in oro finito e pronto per il mercato è affascinante e complesso. Può essere suddiviso in quattro fasi cruciali e sequenziali: 1) Progettazione e prototipazione, 2) Lavorazione del metallo di base, 3) Preparazione della superficie e placcatura, e 4) Controllo qualità, finitura e confezionamento. Ogni fase è un mondo a sé, che comprende artigianato tradizionale, tecnologia all'avanguardia e complesse tecniche di ingegneria chimica. Questo articolo offrirà un'analisi completa di ciascuna di queste quattro fasi principali, rivelando la meticolosa cura necessaria per trasformare le materie prime in oggetti del desiderio.
Fase 1: Progettazione e prototipazione – Il progetto della bellezza
Prima ancora di toccare qualsiasi metallo o preparare qualsiasi bagno chimico, ogni gioiello nasce da un'idea. La fase di progettazione e prototipazione è la fase fondamentale in cui la creatività viene incanalata, i concetti vengono convalidati e si definisce il progetto per la produzione in serie.

1.1 Concettualizzazione e schizzi
Il processo prende il via con l'ispirazione. I designer traggono ispirazione dalle tendenze previste da autorità del settore come il Pantone Color Institute, dai movimenti artistici storici, dalla natura, dall'architettura e dai motivi culturali. Questa fase iniziale è estremamente fluida e creativa:
- Schizzi a mano: molti designer iniziano con schizzi tradizionali su carta e matita. Questo permette di esplorare rapidamente forme, proporzioni ed elementi stilistici senza i vincoli del software. Vengono create, perfezionate e ridotte diverse versioni.
- Progettazione digitale: sempre più spesso, l'idea iniziale nasce in digitale utilizzando software specializzati come programmi di progettazione assistita da computer (CAD) quali Rhino 3D, Matrix o ZBrush. La progettazione digitale offre enormi vantaggi fin dall'inizio, consentendo una simmetria perfetta, una facile manipolazione di forme complesse e la creazione di disegni tecnici.
1.2 Progettazione tecnica e modellazione CAD
Una volta approvato lo schizzo, questo si trasforma in un preciso modello digitale tridimensionale. È qui che la visione dell'artista viene tradotta nel progetto di un ingegnere.
- Modellazione di precisione: uno specialista CAD, spesso chiamato gioielliere digitale, costruisce il modello da zero. Ogni curva, griffe, scanalatura e texture superficiale è definita con accuratezza matematica.
- Progettazione per la vestibilità: il modello non riguarda solo l'estetica; deve essere progettato per l'utilizzo nel mondo reale. Il progettista deve considerare:
- Integrità strutturale: la delicata filigrana si spezzerà? L'anello del ciondolo è abbastanza robusto da reggere una catenina?
- Comfort e funzionalità: come si adatta l'anello al dito? Il meccanismo di chiusura è affidabile e facile da usare?
- Considerazioni sulla placcatura: il progetto deve tenere conto del processo di placcatura. Bordi netti e duri possono causare uno spessore di placcatura non uniforme a causa dell'"effetto bordo", dove la densità di corrente è maggiore. Fessure profonde e strette potrebbero intrappolare le soluzioni di placcatura e risultare difficili da risciacquare, causando corrosione in seguito. Un buon progettista CAD incorporerà raggi e transizioni morbide per garantire una placcatura uniforme.
1.3 Prototipazione: dare vita al digitale
Un modello CAD su schermo può essere ingannevole. Un prototipo fisico è essenziale per valutare la vera forma, la sensazione al tatto e la funzionalità del progetto. Due tecnologie principali dominano questa fase:
- Stampa 3D (Produzione Additiva): Questo è il metodo più comune al giorno d'oggi. Il file CAD viene inviato a una stampante 3D, che costruisce il modello strato per strato utilizzando una resina liquida sensibile ai raggi UV (SLA - Stereolitografia) o un materiale ceroso (PolyJet). Questa "stampa" è una rappresentazione tangibile e altamente accurata del progetto finale.
- Modellazione e intaglio della cera: per i design più tradizionali o dalle forme organiche, è ancora possibile scolpire a mano un modello principale da un blocco di cera per gioiellieri utilizzando strumenti specializzati. Si tratta di un processo artigianale che richiede grande abilità.
Il modello in 3D o in cera che ne risulta è noto come prototipo o modello.
1.4 Campionamento e convalida
Il prototipo viene utilizzato per creare un singolo campione metallico, in genere in ottone o argento, tramite il processo di fusione (descritto nel passaggio successivo). Questo campione è fondamentale per:
- Validazione del progetto: il team prende in mano, indossa e testa il prototipo. Ha l'aspetto previsto? È comodo? Il meccanismo funziona?
- Test di mercato: il campione può essere mostrato a focus group o ad acquirenti chiave per valutare l'accoglienza del mercato.
- Valutazione della produzione: gli ingegneri di produzione esaminano il campione per identificare eventuali problemi di produzione prima dell'inizio della produzione su vasta scala.
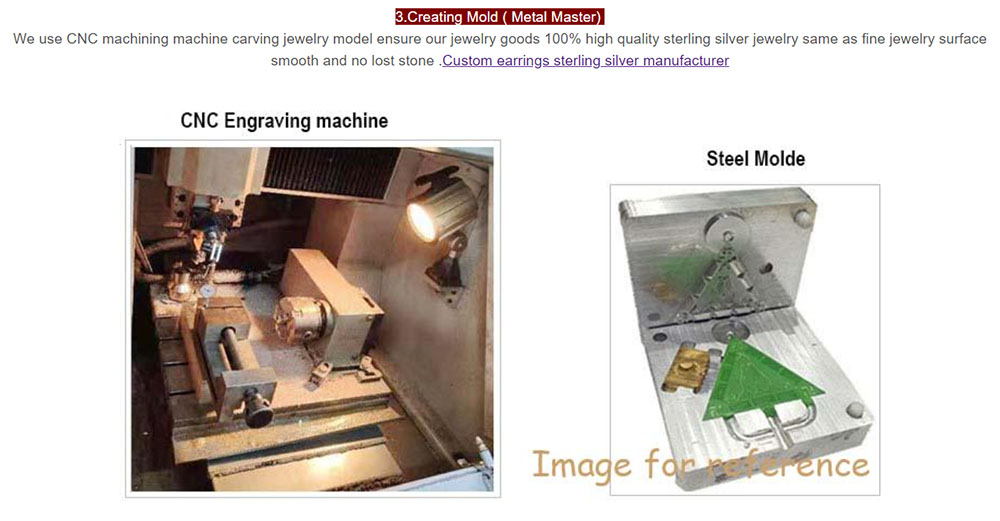
Il feedback ricevuto in questa fase viene integrato e il modello CAD viene perfezionato in un ciclo iterativo fino al raggiungimento del modello master perfetto. Questo modello master rappresenta la realizzazione fisica del progetto e verrà utilizzato per creare gli stampi per la produzione in serie.
Fase 2: Fabbricazione del metallo di base – Creazione della tela
Il metallo di base costituisce il nucleo strutturale del gioiello, la sua "tela". La scelta del metallo e il metodo di lavorazione sono fondamentali, poiché determinano la resistenza, il peso, il costo del pezzo e il modo in cui interagirà con il processo di placcatura.
2.1 Scelta dei metalli di base
Non tutti i metalli sono adatti alla placcatura in oro. Il metallo scelto deve essere economico, resistente e possedere buone proprietà di galvanizzazione.
- Ottone (lega di rame e zinco): la scelta più diffusa per i gioielli placcati in oro. È relativamente economico, facile da fondere e lavorare, e ha un colore giallo caldo che fornisce un'ottima base per la placcatura in oro. Se la placcatura si assottiglia, l'ottone sottostante non crea un contrasto netto e antiestetico.
- Rame: Utilizzato per la sua eccellente conduttività elettrica e malleabilità. Viene spesso impiegato come strato di base per altri metalli o per particolari stili. Il rame puro è relativamente morbido.
- Acciaio inossidabile: sta guadagnando popolarità per la sua eccezionale resistenza e robustezza alla corrosione. È ipoallergenico, il che lo rende ideale per i perni degli orecchini e i gioielli da piercing. Tuttavia, richiede tecniche di placcatura specializzate per garantire una corretta adesione dello strato d'oro.
- Leghe di zinco (ad esempio, Zamak): spesso utilizzate per componenti complessi a incastro e per gioielli di moda economici grazie alle loro eccellenti proprietà di pressofusione. Possono essere fragili e devono essere placcate con cura per prevenire la corrosione.
2.2 Tecniche di produzione
Il metodo utilizzato per modellare il metallo di base dipende dalla complessità del progetto, dal volume e dalle considerazioni di costo.
- A. Fusione: Il metodo per la complessità
La fusione è il metodo predominante per la creazione di componenti di gioielleria tridimensionali e dettagliati, come pendenti, ciondoli e anelli con disegni complessi.- Costruzione ad albero: i prototipi approvati in cera o resina vengono fissati a un "albero" centrale in cera, creando una struttura che ricorda un lampadario. Un singolo albero può contenere decine o addirittura centinaia di modelli identici.
- Investimento: L'albero viene posto all'interno di un contenitore di acciaio e attorno ad esso viene versato un materiale liquido simile al gesso, chiamato materiale di investimento. Il materiale di investimento si solidifica formando uno stampo duro e resistente al calore.
- Cottura: Lo stampo viene posto in un forno e riscaldato ad alta temperatura. Questo processo fonde e vaporizza la cera ("fusione a cera persa"), lasciando al suo interno una cavità perfetta e vuota, a forma dei gioielli, all'interno del materiale indurito.
- Fusione e colata: il metallo base scelto viene fuso in un crogiolo a temperature superiori a 1000 °C. Utilizzando una macchina per colata centrifuga o con l'ausilio del vuoto, il metallo fuso viene forzato nelle cavità dello stampo di fusione.
- Tempra e disgregazione: una volta solidificato il metallo, la forma viene raffreddata e immersa in acqua. Il materiale di investimento si dissolve, rivelando l'"albero" di metallo ora composto da pezzi di gioielleria solidi.
- Taglio: I singoli pezzi, chiamati fusioni, vengono accuratamente tagliati dall'albero utilizzando delle seghe.
- B. Stampaggio e fustellatura: il metodo per semplicità e volume
Questo metodo viene utilizzato per design più semplici, piatti o uniformi, come maglie di catena, semplici orecchini a cerchio e ciondoli a forma di moneta.- Creazione dello stampo: viene realizzato uno stampo in acciaio su misura. Esso è composto da due metà: una con un disegno in rilievo (il punzone) e una con un disegno incassato (la cavità), che si incastrano perfettamente.
- Il processo di stampaggio: una lastra di metallo di base viene posizionata tra le due metà dello stampo. Una potente pressa idraulica o meccanica spinge gli stampi l'uno contro l'altro con un'enorme pressione, tagliando il metallo e imprimendovi contemporaneamente il disegno.
- Vantaggi: La stampatura è estremamente rapida ed economica per la produzione di grandi volumi. I pezzi risultanti sono inoltre più resistenti e densi rispetto ai pezzi fusi, poiché la struttura granulare del metallo viene compressa.
- C. Trafilatura del filo e fabbricazione di catene
Le catene sono un elemento fondamentale della gioielleria e la loro produzione è un settore altamente specializzato.- Trafilatura: le barre di metallo vengono tirate attraverso una serie di matrici di dimensioni progressivamente più piccole per ottenere lo spessore del filo desiderato.
- Assemblaggio della catena: questa operazione può essere eseguita a macchina per catene semplici come quelle a corda o a cavo, oppure a mano per modelli più complessi come le catene Figaro o bizantine. Le maglie vengono formate, collegate e spesso saldate per garantirne la resistenza.
2.3 Le prime fasi della finitura: assemblaggio di pre-placcatura
Dopo la fabbricazione, i componenti grezzi risultano ruvidi e richiedono una prima fase di finitura.
- Limatura e sbavatura: i bordi ruvidi, noti come canali di colata (provenienti dalla fusione) e bave (provenienti dalla stampatura), vengono rimossi manualmente con una lima.
- Burattatura: I componenti vengono inseriti in un cilindro rotante (una burattatrice) contenente un materiale abrasivo, acqua e una pasta lucidante. Questo processo indurisce il metallo, leviga le superfici e produce una finitura preliminare uniforme e satinata.
- Saldatura: Se il gioiello è composto da più elementi (ad esempio, un anello di sospensione saldato al ciondolo stesso, o un gambo di anello saldato alla montatura), questa operazione viene eseguita da un artigiano specializzato utilizzando una fiamma ossidrica e una lega saldante con un punto di fusione inferiore a quello del metallo di base.
Al termine di questa fase, otteniamo un oggetto in metallo di base completamente formato, assemblato e levigato, pronto per il processo di trasformazione che gli conferirà l'iconico aspetto dell'oro.
Fase 3: Preparazione della superficie e placcatura – La trasformazione alchemica
Questa è la fase più complessa dal punto di vista tecnico e chimica dell'intero processo. Il successo della placcatura in oro – la sua adesione, brillantezza e durata – dipende quasi interamente dalla rigorosità della preparazione che la precede. Il principio è semplice: una superficie perfettamente pulita è essenziale per una placcatura perfetta.
3.1 Preparazione della superficie: la chiave invisibile della qualità
Questo processo di pulizia a più fasi è progettato per rimuovere ogni possibile contaminante dalla superficie metallica di base.
- Pulizia con solventi: un bagno iniziale di sgrassaggio in un solvente organico o in una soluzione alcalina rimuove oli, impronte digitali e cere derivanti dalla manipolazione e dai processi precedenti.
- Elettropulitura: Il gioiello viene immerso in un bagno alcalino caricato elettricamente. Esso funge da catodo (polo negativo), provocando la formazione di bolle di idrogeno gassoso dalla sua superficie. Questa reazione elettrochimica rimuove le impurità e gli ossidi microscopici.
- Decapaggio acido: i pezzi vengono immersi in una soluzione acida debole (come acido solforico o cloridrico). Questo processo incide la superficie a livello microscopico, rimuovendo eventuali strati di ossido residui e creando una superficie leggermente ruvida che garantisce una migliore adesione meccanica della placcatura. Per le leghe a base di zinco, si utilizza un acido molto più debole per prevenire la corrosione.
- Risciacquo: Probabilmente la fase più critica e ripetuta dell'intero processo. Dopo ogni singolo bagno chimico, i gioielli devono essere risciacquati accuratamente in acqua deionizzata per evitare di contaminare la soluzione successiva. Un risciacquo inadeguato è una delle principali cause di fallimento della placcatura.
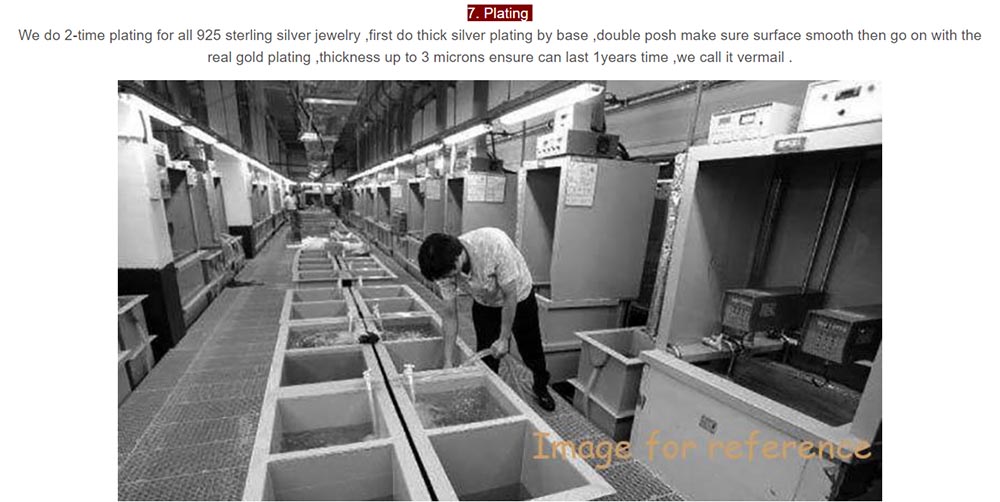
3.2 Il processo di galvanostegia: la formazione degli strati
Dopo la preparazione, il gioiello è pronto per la placcatura. Il processo di base prevede una soluzione elettrolitica contenente sali d'oro disciolti, un anodo (spesso un materiale inerte come il titanio rivestito di platino) e il gioiello che funge da catodo. Quando viene applicata una corrente continua, gli ioni d'oro (Au+) vengono attratti dal gioiello caricato negativamente e ridotti ad oro metallico, formando uno strato coerente sulla sua superficie.
Tuttavia, la placcatura diretta di oro puro su metalli di base è una pratica rara. Si preferisce un approccio multistrato per migliorare le prestazioni e l'aspetto estetico.
- Fase 3.2.1: Lo strato di impatto (piastra di barriera)
Il primo strato depositato è uno strato di base ("strike"). Si tratta di un sottile e denso strato di metallo che aderisce bene sia al metallo di base che agli strati successivi. Il nichel è il metallo più comunemente utilizzato per lo strato di base. Fornisce una base bianca e brillante che esalta la riflettività e il colore dello strato finale d'oro. Fondamentalmente, funge da barriera, impedendo agli atomi del metallo di base (come rame o zinco) di migrare attraverso lo strato d'oro nel tempo, evitando così l'ossidazione o lo scolorimento. A causa del potenziale rischio di reazioni allergiche da parte del nichel, molti produttori utilizzano ora alternative ipoallergeniche come il palladio-nichel o uno strato di base in rame per alcuni metalli di base. - Fase 3.2.2: Lo strato di placcatura in oro
Dopo la prima stesura dello strato superficiale, il pezzo viene trasferito nel bagno di placcatura finale in oro. Le caratteristiche di questo bagno determinano le proprietà del prodotto finale.- Contenuto d'oro: Il bagno utilizza cianuro d'oro e potassio come fonte primaria di ioni d'oro. La purezza dell'oro nel bagno può essere regolata per creare diverse tonalità di caratura (ad esempio, 14k, 18k, 24k).
- Colore e lega: Per ottenere diverse tonalità di oro, al bagno vengono aggiunti altri metalli:
- Oro giallo: oro puro 24 carati o lega ad alto carato.
- Oro bianco: Legato con palladio o nichel (anche se il nichel è in fase di eliminazione graduale).
- Oro rosa: lega con una percentuale maggiore di rame.
- Sbiancanti e livellanti: il bagno contiene additivi organici brevettati. Queste sostanze chimiche contribuiscono a creare una finitura brillante e lucida come uno specchio, favorendo una deposizione uniforme degli atomi d'oro, riempiendo le micro-imperfezioni e levigando la superficie.
3.3 Determinazione dello spessore della placcatura
Lo spessore dello strato d'oro è un fattore determinante per la qualità ed è controllato direttamente da:
- Densità di corrente: la quantità di corrente elettrica per unità di area.
- Tempo: la durata per cui i gioielli rimangono immersi nella vasca.
- Concentrazione della soluzione: la concentrazione di ioni d'oro nell'elettrolita.
Lo spessore si misura in micron (µm) o, più comunemente per i gioielli, in micropollice (µ”). La qualità dei gioielli placcati in oro viene spesso descritta in base allo "spessore dell'oro" e alla "finezza dell'oro" (ad esempio, "2,5 micron di oro 18 carati").
Le classificazioni industriali comuni basate sullo spessore includono:
- Classe 1, galvanizzazione pesante in oro/HEGP: (≥ 2,5 µ” o 0,1 µm) Una placcatura durevole e di alta qualità per articoli destinati all'uso regolare.
- Placcato oro/GP: (≥ 0,7 µ” o 0,025 µm) Lo standard per i gioielli di moda di qualità.
- Gold Flash/GF: (< 0,7 µ”) Uno strato decorativo molto sottile con durata limitata, tipico degli articoli di moda economici e usa e getta.
Una volta completata la placcatura, su alcune aree può essere applicato un ultimo strato sottilissimo di lacca protettiva trasparente o di un rivestimento duro come il rodio (per l'oro bianco) per prevenire l'ossidazione e migliorare la resistenza ai graffi.
Fase 4: Controllo qualità, finitura e confezionamento – La selezione finale
Il percorso si conclude con una serie di meticolosi controlli e perfezionamenti che preparano il gioiello al suo debutto.
4.1 Controllo di qualità rigoroso (QC)
Ogni pezzo deve superare un rigoroso processo di controllo qualità prima di poter essere approvato per la vendita.
- Ispezione visiva: gli ispettori esaminano i pezzi sotto luci intense e ingrandite per individuare difetti quali:
- Difetti della placcatura: sfogliatura, formazione di bolle, scolorimento o colorazione non uniforme.
- Imperfezioni superficiali: graffi, piccole cavità o ruvidità.
- Difetti di fabbricazione: saldature deboli, componenti disallineati o chiusure non funzionanti.
- Verifica dello spessore: per lotti di alto valore, viene utilizzato uno spettrometro a fluorescenza a raggi X (XRF). Questo dispositivo non distruttivo bombarda l'oggetto con raggi X e misura la radiazione di fluorescenza emessa per fornire una lettura precisa dello spessore e della composizione della placcatura.
- Prove di adesione: i campioni di un lotto possono essere sottoposti a prove come la "prova del nastro adesivo" (applicazione e rimozione di nastro adesivo per verificare se la placcatura si stacca) o prove di tempra termica per garantire che la placcatura sia correttamente legata.
- Test di durabilità: i campioni possono essere testati per la resistenza alla corrosione utilizzando una camera a nebbia salina per simulare l'invecchiamento e l'usura accelerati.
4.2 Rifinitura e impostazione finali
I pezzi che superano il controllo qualità possono essere sottoposti a ritocchi estetici finali.
- Lucidatura e brunitura: Sebbene il bagno di placcatura conferisca brillantezza, una lucidatura finale con dischi morbidi e paste abrasive fini può esaltare la lucentezza fino a ottenere un risultato estremamente brillante.
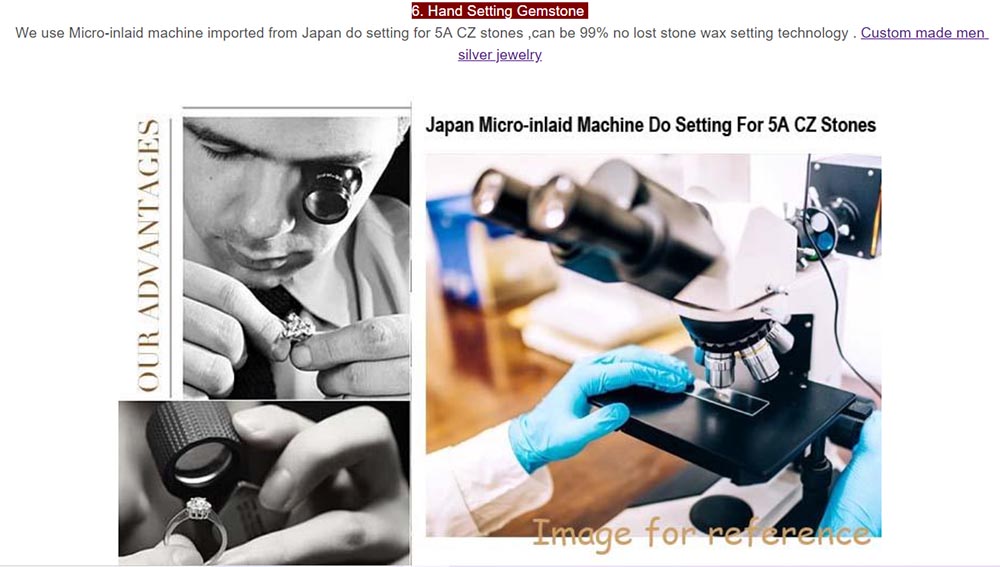
- Incastonatura delle pietre: Se il design include pietre preziose (ad esempio, zirconi cubici, cristalli sintetici o pietre naturali), queste vengono incastonate in questa fase. Incastonatori esperti utilizzano strumenti per fissare con cura le pietre nelle loro montature senza danneggiare la delicata placcatura in oro.
- Ossidazione: per un effetto anticato o vintage, è possibile applicare una soluzione chimica sulle aree incavate per scurirle, creando contrasto e facendo risaltare i dettagli del design.
4.3 Confezionamento e presentazione
L'esperienza di unboxing è parte integrante del prodotto. I gioielli vengono accuratamente riposti in sacchetti di plastica per evitare graffi, etichettati con le relative informazioni legali (ad esempio, "Placcato oro") e presentati in scatole o sacchetti personalizzati con il marchio. Questo non solo protegge il prodotto durante la spedizione, ma ne accresce anche il valore percepito e offre un'esperienza cliente soddisfacente.
Conclusione
La creazione di un gioiello placcato in oro è una straordinaria sintesi di visione artistica, scienza metallurgica e ingegneria di precisione. Le quattro fasi principali – Progettazione e prototipazione, Lavorazione del metallo di base, Preparazione della superficie e placcatura, Controllo qualità e finitura – formano una catena interconnessa in cui l'eccellenza in ogni fase è imprescindibile.
Comprendere questo processo demistifica il prodotto e permette sia ai rivenditori che ai consumatori di apprezzare il valore aggiunto di gioielli placcati in oro di alta qualità. Non si tratta semplicemente di "gioielli economici", bensì del risultato di un sofisticato processo produttivo, concepito per offrire la bellezza senza tempo dell'oro in una forma resistente, accessibile e versatile. Dal primo schizzo del designer al controllo qualità finale, ogni fase è dedicata a garantire che il gioiello finito non solo catturi la luce, ma conquisti anche il cuore di chi lo indossa.