Pembuatan Perhiasan Berlapis Emas: Mendalami 4 Langkah Utama
Pendahuluan: Daya Tarik Kemewahan yang Terjangkau
Emas telah memikat umat manusia selama ribuan tahun, melambangkan kekuasaan, kekayaan, dan keindahan. Namun, harga emas murni yang sangat mahal membuatnya tidak terjangkau bagi banyak orang. Di sinilah perhiasan berlapis emas berperan, menawarkan estetika emas yang didambakan dengan harga yang jauh lebih murah. Ini merupakan perpaduan sempurna antara seni, sains, dan ekonomi, menjadikan kemewahan dan keserbagunaan dapat diakses oleh pasar global.
Perhiasan berlapis emas didefinisikan oleh struktur spesifik: inti logam dasar, di mana lapisan tipis emas diikat secara molekuler melalui proses elektrokimia. Kualitas dan daya tahan perhiasan akhir bukanlah masalah kebetulan, tetapi ditentukan oleh kepatuhan yang ketat terhadap ketelitian dan kontrol kualitas di setiap tahap pembuatannya.
Perjalanan dari sebuah konsep hingga menjadi perhiasan berlapis emas yang siap dipasarkan adalah perjalanan yang menarik dan kompleks. Proses ini dapat disederhanakan menjadi empat langkah penting yang berurutan: 1) Desain dan Pembuatan Prototipe, 2) Fabrikasi Logam Dasar, 3) Persiapan Permukaan dan Pelapisan, dan 4) Kontrol Kualitas, Penyelesaian, dan Pengemasan. Setiap langkah merupakan dunia tersendiri, yang mencakup keahlian tradisional, teknologi mutakhir, dan rekayasa kimia yang rumit. Artikel ini akan memberikan eksplorasi komprehensif dari masing-masing empat langkah utama ini, mengungkap upaya teliti yang mengubah bahan mentah menjadi objek yang diinginkan.
Langkah 1: Desain dan Pembuatan Prototipe – Cetak Biru Keindahan
Sebelum logam disentuh atau larutan kimia disiapkan, setiap perhiasan berawal dari sebuah ide. Fase Desain dan Pembuatan Prototipe adalah tahap dasar di mana kreativitas dimanfaatkan, konsep divalidasi, dan cetak biru untuk produksi massal ditetapkan.

1.1 Konseptualisasi dan Pembuatan Sketsa
Proses ini berawal dari inspirasi. Para desainer mengambil pengaruh dari tren yang diprediksi oleh otoritas industri seperti Pantone Color Institute, gerakan seni historis, alam, arsitektur, dan motif budaya. Tahap awal ini sangat dinamis dan kreatif:
- Sketsa Tangan: Banyak desainer memulai dengan sketsa tradisional menggunakan pensil dan kertas. Hal ini memungkinkan eksplorasi bentuk, proporsi, dan elemen gaya secara cepat tanpa batasan perangkat lunak. Beberapa iterasi dibuat, disempurnakan, dan dipersempit.
- Desain Digital: Semakin sering, konsep awal lahir secara digital menggunakan perangkat lunak khusus seperti program Desain Berbantuan Komputer (CAD) seperti Rhino 3D, Matrix, atau ZBrush. Desain digital menawarkan keuntungan yang sangat besar sejak awal, memungkinkan simetri yang sempurna, manipulasi bentuk kompleks yang mudah, dan pembuatan gambar teknis.
1.2 Desain Teknis dan Pemodelan CAD
Setelah sketsa disetujui, sketsa tersebut beralih menjadi model digital tiga dimensi yang presisi. Di sinilah visi sang seniman diterjemahkan ke dalam cetak biru seorang insinyur.
- Pemodelan Presisi: Seorang spesialis CAD, yang sering disebut sebagai ahli perhiasan digital, membangun model dari awal. Setiap lekukan, cabang, alur, dan tekstur permukaan didefinisikan dengan akurasi matematis.
- Rekayasa untuk Kemudahan Pemakaian: Model ini bukan hanya tentang estetika; model ini harus direkayasa untuk penggunaan di dunia nyata. Perancang harus mempertimbangkan:
- Integritas Struktural: Akankah filigran yang halus itu patah? Apakah pengait liontin cukup kuat untuk menahan rantai?
- Kenyamanan dan Fungsi: Bagaimana cincin terasa di jari? Apakah mekanisme pengaitnya andal dan mudah digunakan?
- Pertimbangan Pelapisan: Desain harus memperhitungkan proses pelapisan. Tepi yang tajam dan keras dapat menyebabkan ketebalan pelapisan yang tidak merata karena "efek tepi," di mana kepadatan arus lebih tinggi. Celah yang dalam dan sempit dapat memerangkap larutan pelapisan dan sulit dibilas, yang menyebabkan korosi di kemudian hari. Perancang CAD yang baik akan memasukkan radius dan transisi yang halus untuk memastikan pelapisan yang seragam.
1.3 Pembuatan Prototipe: Menghidupkan Dunia Digital
Model CAD di layar bisa jadi menipu. Prototipe fisik sangat penting untuk menilai bentuk, nuansa, dan fungsi sebenarnya dari desain tersebut. Dua teknologi utama mendominasi tahap ini:
- Pencetakan 3D (Manufaktur Aditif): Ini adalah metode yang paling umum saat ini. File CAD dikirim ke printer 3D, yang membangun model lapis demi lapis dari resin cair peka UV (SLA – Stereolithography) atau material seperti lilin (PolyJet). "Hasil cetak" ini adalah representasi nyata dan sangat akurat dari desain akhir.
- Pencetakan dan Pengukiran Lilin: Untuk desain yang sangat tradisional atau sangat organik, model utama mungkin masih diukir dengan tangan dari balok lilin perhiasan menggunakan alat khusus. Ini adalah proses pengerjaan tangan yang membutuhkan keahlian.
Hasil cetakan 3D atau model lilin tersebut dikenal sebagai prototipe atau pola.
1.4 Pengambilan Sampel dan Validasi
Prototipe digunakan untuk membuat satu sampel logam, biasanya dari kuningan atau perak, melalui proses pengecoran (dirinci pada langkah selanjutnya). Sampel ini sangat penting untuk:
- Validasi Desain: Tim memegang, mengenakan, dan menguji sampel. Apakah tampilannya sesuai harapan? Apakah nyaman dipakai? Apakah mekanisme berfungsi?
- Pengujian Pasar: Sampel dapat diperlihatkan kepada kelompok fokus atau pembeli utama untuk mengukur penerimaan pasar.
- Penilaian Manufaktur: Para insinyur produksi memeriksa sampel untuk mengidentifikasi potensi tantangan manufaktur sebelum produksi skala penuh dimulai.
Umpan balik dari tahap ini diintegrasikan, dan model CAD disempurnakan dalam siklus iteratif hingga model utama yang sempurna tercapai. Model utama ini adalah perwujudan fisik dari desain dan akan digunakan untuk membuat cetakan untuk produksi massal.
Langkah 2: Fabrikasi Logam Dasar – Membuat Kanvas
Logam dasar membentuk inti struktural perhiasan, "kanvas"-nya. Pilihan logam dan metode pembuatannya sangat penting, karena menentukan kekuatan, berat, biaya, dan bagaimana perhiasan tersebut akan berinteraksi dengan proses pelapisan.
2.1 Pilihan Logam Dasar
Tidak semua logam cocok untuk pelapisan emas. Logam yang dipilih harus terjangkau, tahan lama, dan memiliki sifat pelapisan listrik yang baik.
- Kuningan (Paduan Tembaga-Seng): Pilihan paling populer untuk perhiasan berlapis emas. Relatif murah, mudah dicetak dan diolah, serta memiliki warna kuning hangat yang memberikan dasar yang sangat baik untuk pelapisan emas. Jika lapisan emas menipis, kuningan di bawahnya tidak akan menciptakan kontras yang mencolok dan tidak menarik.
- Tembaga: Digunakan karena konduktivitas listrik dan kelenturannya yang sangat baik. Sering digunakan sebagai lapisan dasar untuk logam dasar lainnya atau untuk gaya tertentu. Tembaga murni relatif lunak.
- Baja tahan karat: Semakin populer karena kekuatan dan ketahanannya yang luar biasa terhadap korosi. Bahan ini hipoalergenik, sehingga ideal untuk tiang anting dan perhiasan tindik. Namun, diperlukan teknik pelapisan khusus untuk memastikan lapisan emas menempel dengan benar.
- Paduan Seng (misalnya, Zamak): Sering digunakan untuk komponen yang rumit dan dipasang dengan cara ditekan, serta perhiasan mode yang hemat biaya karena sifat cetakannya yang sangat baik. Paduan ini bisa rapuh dan harus dilapisi dengan hati-hati untuk mencegah korosi.
2.2 Teknik Pembuatan
Metode yang digunakan untuk membentuk logam dasar bergantung pada kompleksitas desain, volume, dan pertimbangan biaya.
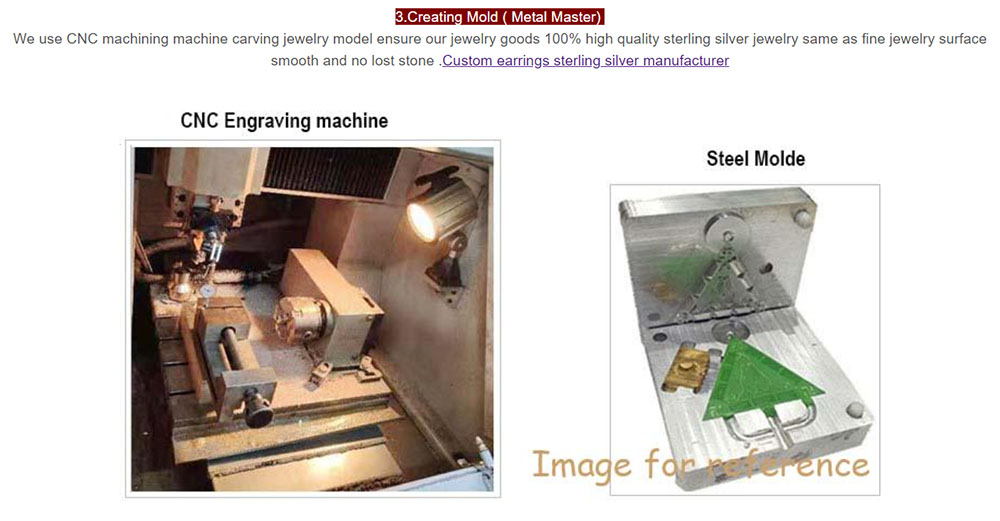
- A. Casting: Metode untuk Kompleksitas
Pengecoran adalah metode utama untuk membuat komponen perhiasan tiga dimensi yang detail seperti liontin, bandul, dan cincin dengan desain yang rumit.- Pembuatan Pohon: Prototipe lilin atau resin yang telah disetujui ditempelkan pada "pohon" lilin pusat, menciptakan struktur yang menyerupai lampu gantung. Satu pohon dapat menampung puluhan atau bahkan ratusan pola yang identik.
- Proses pencetakan: Pohon ditempatkan di dalam labu baja, dan bahan cair seperti plester, yang disebut bahan cetak, dituangkan di sekelilingnya. Bahan cetak tersebut mengeras menjadi cetakan yang keras dan tahan panas.
- Pembakaran: Labu ditempatkan di dalam tungku dan dipanaskan hingga suhu tinggi. Proses ini melelehkan dan menguapkan lilin ("pengecoran lilin hilang"), meninggalkan rongga berongga sempurna berbentuk seperti perhiasan di dalam bahan cetakan yang telah mengeras.
- Peleburan dan Penuangan: Logam dasar yang dipilih dilebur dalam wadah pada suhu melebihi 1000°C. Dengan menggunakan mesin pengecoran sentrifugal atau bantuan vakum, logam cair dipaksa masuk ke dalam rongga cetakan investasi.
- Pendinginan dan Pelepasan Cetakan: Setelah logam mengeras, cetakan didinginkan dan ditempatkan dalam air. Cetakan akan larut, memperlihatkan "pohon" logam yang kini terdiri dari potongan-potongan perhiasan padat.
- Pemotongan: Potongan-potongan individual, yang disebut coran, dipotong dengan hati-hati dari pohon menggunakan gergaji.
- B. Pencetakan dan Pengecoran dengan Cetakan: Metode untuk Kesederhanaan dan Volume
Metode ini digunakan untuk desain yang lebih sederhana, lebih datar, atau lebih seragam seperti rantai, anting-anting lingkaran sederhana, dan liontin berbentuk koin.- Pembuatan Cetakan: Sebuah alat baja khusus, yang disebut cetakan, dibuat. Cetakan ini terdiri dari dua bagian—satu dengan desain timbul (punch) dan satu dengan desain cekung (cavity)—yang saling menempel dengan sempurna.
- Proses Pencetakan: Selembar logam dasar ditempatkan di antara dua bagian cetakan. Sebuah mesin pres hidrolik atau mekanis yang kuat memaksa cetakan tersebut menyatu dengan tekanan yang sangat besar, memotong logam dan mencetak desain ke dalamnya secara bersamaan.
- Keunggulan: Pencetakan sangat cepat dan hemat biaya untuk produksi volume tinggi. Hasil akhirnya juga lebih kuat dan lebih padat daripada hasil pengecoran karena struktur butiran logam dikompresi.
- C. Penarikan Kawat dan Pembuatan Rantai
Rantai adalah bagian penting dari perhiasan, dan pembuatannya merupakan bidang khusus.- Proses Penarikan Kawat: Batang logam ditarik melalui serangkaian cetakan yang ukurannya semakin mengecil untuk mencapai ketebalan kawat yang diinginkan.
- Perakitan Rantai: Ini dapat dilakukan dengan mesin untuk rantai sederhana seperti rantai tali atau kabel, atau dengan tangan untuk gaya yang lebih kompleks seperti rantai Figaro atau Bizantium. Mata rantai dibentuk, dihubungkan, dan seringkali disolder untuk memperkuatnya.
2.3 Langkah-Langkah Awal Penyelesaian: Perakitan Pra-Pelapisan
Setelah proses fabrikasi, komponen mentah masih kasar dan memerlukan penyelesaian awal.
- Pengikiran dan Penghalusan: Tepi yang kasar, yang dikenal sebagai sprue (dari pengecoran) dan burr (dari pencetakan), dihaluskan secara manual dengan kikir.
- Penggosokan: Komponen ditempatkan dalam tabung berputar (mesin penggosok) dengan media abrasif, air, dan senyawa pemoles. Proses ini mengeraskan logam, menghaluskan permukaan, dan menghasilkan hasil akhir awal yang seragam dan seperti satin.
- Penyolderan: Jika suatu perhiasan memiliki beberapa komponen (misalnya, pengait liontin yang disolder ke liontin, atau tangkai cincin yang disolder ke rangka), ini dilakukan oleh pengrajin terampil menggunakan obor dan solder dengan titik leleh yang lebih rendah daripada logam dasar.
Pada akhir tahap ini, kita memiliki benda logam dasar yang sudah terbentuk sempurna, dirakit, dan dihaluskan, siap untuk proses transformasi yang akan memberikannya tampilan ikonik seperti emas.
Langkah 3: Persiapan Permukaan dan Pelapisan – Transformasi Alkimia
Ini adalah tahap yang paling kompleks secara teknis dan paling sensitif secara kimiawi dari keseluruhan proses. Keberhasilan pelapisan emas—daya rekat, kecerahan, dan daya tahannya—hampir sepenuhnya bergantung pada ketelitian persiapan yang mendahuluinya. Prinsipnya sederhana: permukaan yang benar-benar bersih sangat penting untuk hasil pelapisan yang sempurna.
3.1 Persiapan Permukaan: Kunci Tak Terlihat Menuju Kualitas
Proses pembersihan bertahap ini dirancang untuk menghilangkan setiap kontaminan yang mungkin ada dari permukaan logam dasar.
- Pembersihan dengan Pelarut: Pencucian awal dengan pelarut organik atau larutan alkali menghilangkan minyak, sidik jari, dan lilin dari penanganan dan proses sebelumnya.
- Pembersihan Elektrokimia: Perhiasan direndam dalam larutan basa bermuatan listrik. Perhiasan bertindak sebagai katoda (terminal negatif), menyebabkan gas hidrogen menggelembung dengan kuat dari permukaannya. Reaksi elektrokimia ini membersihkan kotoran dan oksida mikroskopis.
- Pengawetan dengan Asam: Potongan-potongan tersebut direndam dalam larutan asam ringan (seperti asam sulfat atau asam klorida). Proses ini mengikis permukaan secara mikroskopis, menghilangkan lapisan oksida yang tersisa dan memberikan permukaan yang sedikit bertekstur untuk adhesi mekanis pelapisan yang lebih baik. Untuk paduan berbasis seng, asam yang jauh lebih ringan digunakan untuk mencegah korosi.
- Pembilasan: Mungkin langkah yang paling penting dan paling sering diulang dalam keseluruhan proses. Setelah setiap proses perendaman kimia, perhiasan harus dibilas secara menyeluruh dengan air deionisasi untuk mencegah kontaminasi larutan berikutnya. Pembilasan yang tidak memadai adalah penyebab utama kegagalan pelapisan.
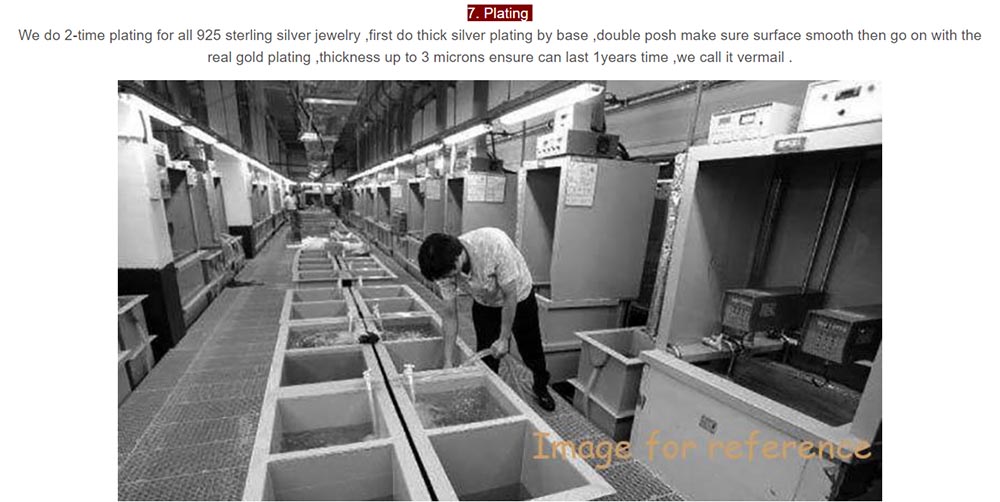
3.2 Proses Elektroplating: Membangun Lapisan
Setelah persiapan, perhiasan siap untuk dilapisi. Pengaturan dasarnya melibatkan larutan elektrolit yang mengandung garam emas terlarut, anoda (seringkali bahan inert seperti titanium yang dilapisi platinum), dan perhiasan yang bertindak sebagai katoda. Ketika arus searah dialirkan, ion emas (Au+) tertarik ke perhiasan yang bermuatan negatif dan direduksi menjadi emas metalik, membentuk lapisan yang koheren di permukaannya.
Namun, pelapisan emas murni langsung ke logam dasar jarang dilakukan. Pendekatan multi-lapisan digunakan untuk meningkatkan kinerja dan penampilan.
- Langkah 3.2.1: Lapisan Serangan (Pelat Penghalang)
Lapisan pertama yang diendapkan adalah "lapisan dasar" (strike). Ini adalah lapisan logam tipis dan padat yang melekat dengan baik pada logam dasar dan lapisan selanjutnya. Nikel adalah lapisan dasar yang paling umum digunakan. Nikel memberikan dasar putih cemerlang yang meningkatkan reflektivitas dan warna lapisan emas terakhir. Yang terpenting, nikel bertindak sebagai penghalang, mencegah atom dari logam dasar (seperti tembaga atau seng) bermigrasi melalui lapisan emas seiring waktu, yang dapat menyebabkan perubahan warna atau pengotoran. Karena potensi nikel untuk menyebabkan reaksi alergi, banyak produsen sekarang menggunakan alternatif hipoalergenik seperti paladium-nikel atau lapisan dasar tembaga untuk logam dasar tertentu. - Langkah 3.2.2: Lapisan Pelapisan Emas
Setelah lapisan dasar, benda tersebut dipindahkan ke bak pelapisan emas akhir. Karakteristik bak ini menentukan sifat produk akhir.- Kandungan Emas: Cairan mandi ini menggunakan kalium emas sianida sebagai sumber utama ion emas. Kemurnian emas dalam cairan mandi dapat disesuaikan untuk menciptakan warna karat yang berbeda (misalnya, 14k, 18k, 24k).
- Warna dan Campuran: Untuk mendapatkan warna emas yang berbeda, logam lain ditambahkan ke dalam larutan:
- Emas Kuning: Emas murni 24 karat atau paduan dengan kadar karat tinggi.
- Emas Putih: Dicampur dengan paladium atau nikel (meskipun nikel sedang dihapuskan secara bertahap).
- Emas Mawar: Dicampur dengan proporsi tembaga yang lebih tinggi.
- Bahan Pencerah dan Perata: Aditif organik eksklusif disertakan dalam larutan. Bahan kimia ini membantu menghasilkan hasil akhir yang cemerlang dan mengkilap seperti cermin dengan mendorong pengendapan atom emas yang seragam, mengisi celah-celah mikroskopis, dan menghaluskan permukaan.
3.3 Menentukan Ketebalan Pelat
Ketebalan lapisan emas merupakan penentu kualitas utama dan dikendalikan secara langsung oleh:
- Kepadatan Arus: Jumlah arus listrik per satuan luas.
- Waktu: Lamanya perhiasan berada di dalam rendaman.
- Konsentrasi Larutan: Konsentrasi ion emas dalam elektrolit.
Ketebalan diukur dalam mikron (µm) atau, yang lebih umum untuk perhiasan, dalam mikro-inci (µ”). Kualitas perhiasan berlapis emas sering dijelaskan dengan "ketebalan emas" dan "kemurnian emas" (misalnya, "2,5 mikron emas 18 karat").
Klasifikasi industri umum berdasarkan ketebalan meliputi:
- Kelas 1, Pelapisan Emas Tebal/HEGP: (≥ 2,5 µ” atau 0,1 µm) Pelapisan yang tahan lama dan berkualitas tinggi untuk barang-barang yang dimaksudkan untuk pemakaian reguler.
- Berlapis Emas/GP: (≥ 0,7 µ” atau 0,025 µm) Standar untuk perhiasan fashion berkualitas.
- Kilauan Emas/GF: (< 0,7 µ”) Lapisan dekoratif yang sangat tipis dengan daya tahan terbatas, khas untuk barang-barang fesyen murah dan sekali pakai.
Setelah proses pelapisan selesai, lapisan akhir yang sangat tipis berupa pernis pelindung bening atau lapisan keras seperti rhodium (untuk emas putih) dapat diaplikasikan pada area tertentu untuk mencegah perubahan warna dan meningkatkan ketahanan terhadap goresan.
Langkah 4: Kontrol Kualitas, Penyelesaian, dan Pengemasan – Kurasi Akhir
Perjalanan tersebut diakhiri dengan serangkaian pemeriksaan dan penyempurnaan yang cermat untuk mempersiapkan perhiasan tersebut untuk debutnya.
4.1 Kontrol Kualitas (QC) yang Ketat
Setiap produk harus melalui proses QC yang ketat sebelum dapat disetujui untuk dijual.
- Inspeksi Visual: Inspektur memeriksa benda-benda di bawah lampu terang dan pembesar untuk mencari cacat seperti:
- Cacat pada penyajian: Pengelupasan, penggelembung, perubahan warna, atau warna yang tidak merata.
- Ketidaksempurnaan Permukaan: Goresan, lubang, atau permukaan kasar.
- Cacat Konstruksi: Sambungan solder yang lemah, komponen yang tidak sejajar, atau pengait yang tidak berfungsi.
- Verifikasi Ketebalan: Untuk batch bernilai tinggi, digunakan spektrometer X-Ray Fluorescence (XRF). Perangkat non-destruktif ini menembakkan sinar-X ke benda tersebut dan mengukur radiasi fluoresensi yang dipancarkan untuk memberikan pembacaan yang tepat tentang ketebalan dan komposisi pelapisan.
- Uji Adhesi: Sampel dari suatu batch dapat diuji dengan berbagai cara seperti "uji selotip" (menempelkan dan melepas selotip perekat untuk melihat apakah lapisan pelapis terlepas) atau uji pendinginan cepat untuk memastikan lapisan pelapis terikat dengan benar.
- Pengujian Ketahanan: Sampel dapat diuji ketahanan korosinya menggunakan ruang semprot garam untuk mensimulasikan penuaan dan keausan yang dipercepat.
4.2 Penyelesaian dan Pengaturan Akhir
Produk yang lolos kontrol kualitas (QC) dapat menjalani sentuhan estetika akhir.
- Pemolesan dan Pengkilapan: Meskipun lapisan pelapis memberikan kecerahan, pemolesan akhir dengan roda lunak dan senyawa halus dapat meningkatkan kilau hingga sangat mengkilap.
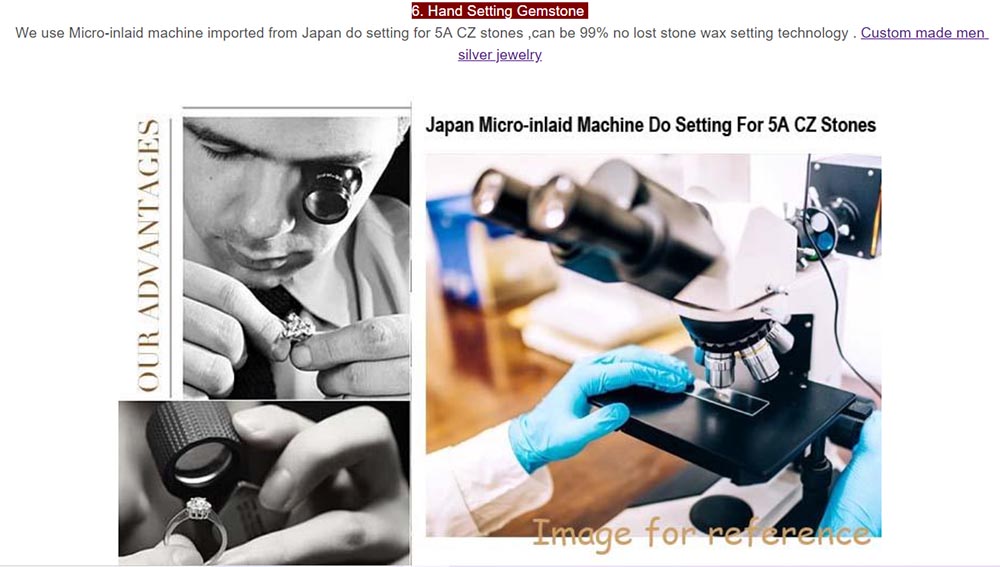
- Pemasangan Batu Permata: Jika desainnya mencakup batu permata (misalnya, zirkonia kubik, kristal sintetis, atau batu alam), batu-batu tersebut dipasang pada tahap ini. Pemasang batu permata yang terampil menggunakan alat untuk mengamankan batu-batu tersebut dengan hati-hati pada tempatnya tanpa merusak lapisan emas yang halus.
- Oksidasi: Untuk tampilan antik atau vintage, larutan kimia dapat diaplikasikan pada area yang cekung untuk menggelapkannya, menciptakan kontras dan membuat detail desain lebih menonjol.
4.3 Pengemasan dan Presentasi
Pengalaman membuka kemasan adalah bagian dari produk itu sendiri. Perhiasan ditempatkan dengan hati-hati di dalam kantong plastik untuk mencegah goresan, diberi label dengan keterangan hukum yang relevan (misalnya, "Berlapis Emas"), dan disajikan dalam kotak atau kantong bermerek. Hal ini tidak hanya melindungi produk selama pengiriman tetapi juga meningkatkan nilai yang dirasakan dan memberikan pengalaman pelanggan yang memuaskan.
Kesimpulan
Pembuatan perhiasan berlapis emas merupakan sintesis luar biasa dari visi artistik, ilmu metalurgi, dan teknik presisi. Empat langkah utama—Desain dan Pembuatan Prototipe, Fabrikasi Logam Dasar, Persiapan Permukaan dan Pelapisan, serta Kontrol Kualitas dan Penyelesaian—membentuk rantai yang saling terkait di mana keunggulan di setiap tahap adalah hal yang mutlak.
Memahami proses ini akan menghilangkan mitos seputar produk dan memberdayakan baik pengecer maupun konsumen untuk menghargai nilai tambah perhiasan berlapis emas berkualitas tinggi. Ini bukan sekadar "perhiasan murah," melainkan hasil dari proses manufaktur canggih yang dirancang untuk menghadirkan keindahan emas abadi dalam bentuk yang tahan lama, mudah diakses, dan serbaguna. Dari sketsa pertama perancang hingga pemeriksaan kontrol kualitas akhir, setiap tindakan didedikasikan untuk memastikan bahwa perhiasan yang sudah jadi tidak hanya memantulkan cahaya tetapi juga memikat hati pemakainya.