Fabricación de joyas chapadas en oro: Un análisis en profundidad de los 4 pasos principales
Introducción: El atractivo de la asequibilidad dorada
El oro ha cautivado a la humanidad durante milenios, simbolizando poder, riqueza y belleza. Sin embargo, su elevado precio lo hace inaccesible para muchos. Es aquí donde entra en escena la joyería chapada en oro, que ofrece la codiciada estética dorada a una fracción del precio. Representa una perfecta fusión de arte, ciencia y economía, poniendo el lujo y la versatilidad al alcance de un mercado global.
Las joyas chapadas en oro se caracterizan por una estructura específica: un núcleo de metal base sobre el cual se adhiere molecularmente una fina capa de oro mediante un proceso electroquímico. La calidad y durabilidad de la pieza final no son fruto del azar, sino que están determinadas por el riguroso control de calidad y precisión en cada etapa de su creación.
El proceso que va desde la concepción de una idea hasta la creación de una joya chapada en oro, lista para su comercialización, es fascinante y complejo. Se puede resumir en cuatro pasos clave y secuenciales: 1) Diseño y creación de prototipos, 2) Fabricación del metal base, 3) Preparación de la superficie y chapado, y 4) Control de calidad, acabado y empaquetado. Cada paso constituye un mundo en sí mismo, que abarca la artesanía tradicional, la tecnología de vanguardia y la ingeniería química más compleja. Este artículo ofrece una exploración exhaustiva de cada uno de estos cuatro pasos principales, revelando el meticuloso esfuerzo que transforma las materias primas en objetos de deseo.
Paso 1: Diseño y creación de prototipos: el plano de la belleza.
Antes de tocar cualquier metal o preparar cualquier baño químico, cada pieza de joyería comienza con una idea. La fase de diseño y creación de prototipos es la etapa fundamental donde se canaliza la creatividad, se validan los conceptos y se establece el plan para la producción en masa.

1.1 Conceptualización y Bocetos
El proceso se inicia con la inspiración. Los diseñadores se inspiran en las tendencias pronosticadas por autoridades del sector como el Pantone Color Institute, movimientos artísticos históricos, la naturaleza, la arquitectura y motivos culturales. Esta etapa inicial es sumamente fluida y creativa.
- Bocetos a mano: Muchos diseñadores comienzan con bocetos tradicionales a lápiz y papel. Esto permite explorar rápidamente formas, proporciones y elementos estilísticos sin las limitaciones del software. Se crean, refinan y seleccionan múltiples versiones.
- Diseño digital: Cada vez más, el concepto inicial nace digitalmente mediante software especializado como programas de diseño asistido por ordenador (CAD) como Rhino 3D, Matrix o ZBrush. El diseño digital ofrece enormes ventajas desde el principio, permitiendo una simetría perfecta, una fácil manipulación de formas complejas y la creación de dibujos técnicos.
1.2 Diseño técnico y modelado CAD
Una vez aprobado el boceto, este se transforma en un modelo digital tridimensional preciso. Aquí es donde la visión del artista se traduce en el plano del ingeniero.
- Modelado de precisión: Un especialista en CAD, a menudo llamado joyero digital, construye el modelo desde cero. Cada curva, garra, ranura y textura de la superficie se define con precisión matemática.
- Ingeniería para la usabilidad: El modelo no se trata solo de estética; debe estar diseñado para su uso en el mundo real. El diseñador debe considerar:
- Integridad estructural: ¿Se romperá esa delicada filigrana? ¿Es el enganche del colgante lo suficientemente fuerte como para sostener una cadena?
- Comodidad y funcionalidad: ¿Cómo se ajusta el anillo al dedo? ¿Es el mecanismo de cierre fiable y fácil de usar?
- Consideraciones sobre el recubrimiento: El diseño debe tener en cuenta el proceso de recubrimiento. Los bordes afilados y duros pueden provocar un espesor de recubrimiento irregular debido al "efecto de borde", donde la densidad de corriente es mayor. Las grietas profundas y estrechas pueden atrapar las soluciones de recubrimiento y dificultar el enjuague, lo que puede provocar corrosión posteriormente. Un buen diseñador CAD incorporará radios y transiciones suaves para garantizar un recubrimiento uniforme.
1.3 Prototipado: Dando vida a lo digital
Un modelo CAD en una pantalla puede ser engañoso. Un prototipo físico es esencial para evaluar la verdadera forma, sensación y función del diseño. Dos tecnologías principales dominan esta etapa:
- Impresión 3D (Fabricación Aditiva): Este es el método más común en la actualidad. El archivo CAD se envía a una impresora 3D, que construye el modelo capa a capa a partir de una resina líquida sensible a los rayos UV (SLA - Estereolitografía) o un material similar a la cera (PolyJet). Esta impresión es una representación tangible y de gran precisión del diseño final.
- Moldeado y tallado en cera: Para diseños muy tradicionales o altamente orgánicos, se puede tallar a mano un modelo maestro a partir de un bloque de cera de joyero utilizando herramientas especializadas. Este es un proceso artesanal que requiere gran habilidad.
La impresión 3D o el modelo de cera resultante se conoce como prototipo o patrón.
1.4 Muestreo y validación
El prototipo se utiliza para crear una única muestra metálica, generalmente de latón o plata, mediante el proceso de fundición (que se detalla en el siguiente paso). Esta muestra es crucial para:
- Validación del diseño: El equipo sostiene, usa y prueba la muestra. ¿Tiene el aspecto esperado? ¿Es cómoda? ¿Funciona el mecanismo?
- Pruebas de mercado: La muestra puede mostrarse a grupos focales o compradores clave para evaluar la acogida del mercado.
- Evaluación de la fabricación: Los ingenieros de producción examinan la muestra para identificar cualquier posible problema de fabricación antes de que comience la producción a gran escala.
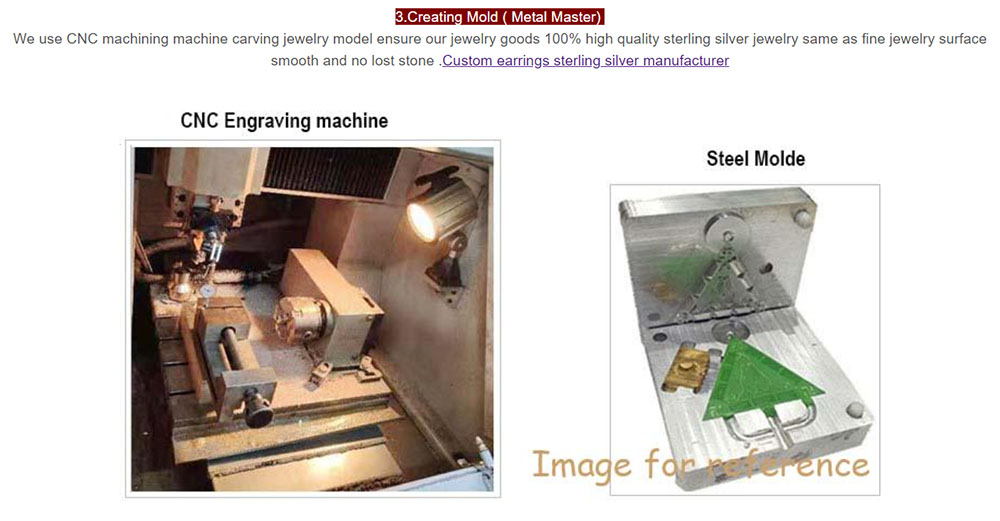
Se incorporan los comentarios recibidos en esta etapa y el modelo CAD se perfecciona mediante un proceso iterativo hasta obtener el modelo maestro perfecto. Este modelo maestro representa físicamente el diseño y se utilizará para crear los moldes para la producción en masa.
Paso 2: Fabricación de la estructura metálica base – Creación del lienzo
El metal base constituye el núcleo estructural de la joya, su "lienzo". La elección del metal y el método de fabricación son cruciales, ya que determinan la resistencia, el peso, el coste de la pieza y cómo interactuará con el proceso de chapado.
2.1 Elección de metales base
No todos los metales son aptos para el chapado en oro. El metal seleccionado debe ser asequible, duradero y poseer buenas propiedades para la galvanoplastia.
- Latón (aleación de cobre y zinc): La opción más popular para joyería chapada en oro. Es relativamente económico, fácil de fundir y mecanizar, y tiene un color amarillo cálido que proporciona una excelente base para el chapado. Si el chapado se desgasta, el latón subyacente no crea un contraste demasiado marcado y poco atractivo.
- Cobre: Se utiliza por su excelente conductividad eléctrica y maleabilidad. A menudo se emplea como capa base para otros metales o para diseños específicos. El cobre puro es relativamente blando.
- Acero inoxidable: Su popularidad crece gracias a su excepcional resistencia y durabilidad. Es hipoalergénico, lo que lo hace ideal para postes de pendientes y joyas para piercings. Sin embargo, requiere técnicas de chapado especializadas para asegurar una correcta adhesión de la capa de oro.
- Aleaciones de zinc (por ejemplo, Zamak): Se utilizan con frecuencia para componentes intrincados de ajuste a presión y joyería de moda económica debido a sus excelentes propiedades de fundición a presión. Pueden ser frágiles y deben ser chapadas con cuidado para evitar la corrosión.
2.2 Técnicas de fabricación
El método utilizado para dar forma al metal base depende de la complejidad del diseño, el volumen y las consideraciones de costo.
- A. Fundición: El método para la complejidad
La fundición es el método predominante para crear componentes de joyería tridimensionales y detallados, como colgantes, dijes y anillos con diseños complejos.- Construcción de árboles: Los prototipos aprobados de cera o resina se fijan a un "árbol" central de cera, creando una estructura que se asemeja a una lámpara de araña. Un solo árbol puede albergar docenas o incluso cientos de patrones idénticos.
- Proceso de inversión: El árbol se coloca dentro de un molde de acero y se vierte a su alrededor un material líquido similar al yeso, llamado material de inversión. Este material se solidifica formando un molde duro y resistente al calor.
- Fundición a la cera perdida: El molde se coloca en un horno y se calienta a alta temperatura. Este proceso funde y vaporiza la cera, dejando una cavidad hueca perfecta con la forma de las piezas de joyería dentro del revestimiento endurecido.
- Fusión y vertido: El metal base elegido se funde en un crisol a temperaturas superiores a 1000 °C. Mediante una máquina de fundición centrífuga o con asistencia de vacío, el metal fundido se introduce a presión en las cavidades huecas del molde de inversión.
- Templado y desmoldeo: Una vez solidificado el metal, se enfría el frasco y se coloca en agua. El revestimiento se disuelve, dejando al descubierto el "árbol" de metal ahora compuesto por piezas de joyería sólidas.
- Corte: Las piezas individuales, llamadas fundiciones, se cortan cuidadosamente del árbol utilizando sierras.
- B. Estampado y acuñación de troqueles: El método para la simplicidad y el volumen
Este método se utiliza para diseños más sencillos, planos o uniformes, como eslabones de cadena, pendientes de aro simples y colgantes con forma de moneda.- Creación de troqueles: Se fabrica una herramienta de acero a medida, llamada troquel. Consta de dos mitades —una con un diseño en relieve (el punzón) y otra con un diseño rebajado (la cavidad)— que encajan perfectamente.
- El proceso de estampado: Se coloca una lámina de metal base entre las dos mitades del troquel. Una potente prensa hidráulica o mecánica presiona los troqueles con gran fuerza, cortando el metal e imprimiendo el diseño en él simultáneamente.
- Ventajas: El estampado es extremadamente rápido y rentable para la producción en grandes volúmenes. Las piezas resultantes son además más resistentes y densas que las fundidas, ya que la estructura granular del metal se comprime.
- C. Trefilado y fabricación de cadenas
Las cadenas son un elemento básico de la joyería, y su fabricación es un campo especializado.- Trefilado: Las varillas metálicas se estiran a través de una serie de matrices progresivamente más pequeñas para lograr el grosor de alambre deseado.
- Ensamblaje de cadenas: Este proceso puede realizarse a máquina para cadenas sencillas como las de cuerda o cable, o a mano para estilos más complejos como las cadenas Figaro o bizantinas. Los eslabones se forman, se conectan y, a menudo, se sueldan para mayor resistencia.
2.3 Primeros pasos del acabado: Montaje previo al recubrimiento
Tras su fabricación, los componentes en bruto son rugosos y requieren un acabado inicial.
- Limado y desbarbado: Los bordes ásperos, conocidos como bebederos (procedentes de la fundición) y rebabas (procedentes del estampado), se eliminan manualmente mediante limado.
- Pulido por vibración: Los componentes se colocan en un tambor giratorio (un tambor) con un medio abrasivo, agua y un compuesto de bruñido. Este proceso endurece el metal, alisa las superficies y produce un acabado preliminar uniforme, similar al satén.
- Soldadura: Si la pieza tiene varios componentes (por ejemplo, una argolla para colgante soldada al colgante o un vástago de anillo soldado a un engaste), esto lo realiza un artesano experto utilizando un soplete y una soldadura con un punto de fusión más bajo que el metal base.
Al final de este paso, tenemos un objeto de metal base completamente formado, ensamblado y pulido, listo para el proceso de transformación que le dará la apariencia icónica del oro.
Paso 3: Preparación de la superficie y recubrimiento – La transformación alquímica
Esta es la etapa más compleja técnicamente y químicamente delicada de todo el proceso. El éxito del baño de oro —su adherencia, brillo y durabilidad— depende casi por completo del rigor de la preparación previa. El principio es sencillo: una superficie perfectamente limpia es esencial para un baño perfecto.
3.1 Preparación de la superficie: La clave invisible para la calidad
Este proceso de limpieza en varias etapas está diseñado para eliminar cualquier contaminante imaginable de la superficie del metal base.
- Limpieza con disolventes: Un baño desengrasante inicial en un disolvente orgánico o una solución alcalina elimina aceites, huellas dactilares y ceras procedentes de la manipulación y de procesos anteriores.
- Limpieza electroquímica: La joya se sumerge en un baño alcalino con carga eléctrica. Este baño actúa como cátodo (terminal negativo), lo que provoca que el gas hidrógeno burbujee vigorosamente desde su superficie. Esta reacción electroquímica elimina las impurezas y óxidos microscópicos.
- Decapado ácido: Las piezas se sumergen en una solución ácida suave (como ácido sulfúrico o clorhídrico). Esto graba la superficie a nivel microscópico, eliminando las capas de óxido restantes y proporcionando una superficie ligeramente texturizada para una mejor adhesión mecánica del recubrimiento. Para las aleaciones de zinc, se utiliza un ácido mucho más suave para prevenir la corrosión.
- Enjuague: Quizás el paso más crítico y repetitivo de todo el proceso. Después de cada baño químico, las joyas deben enjuagarse minuciosamente con agua desionizada para evitar la contaminación de la siguiente solución. Un enjuague inadecuado es una de las principales causas de fallos en el chapado.
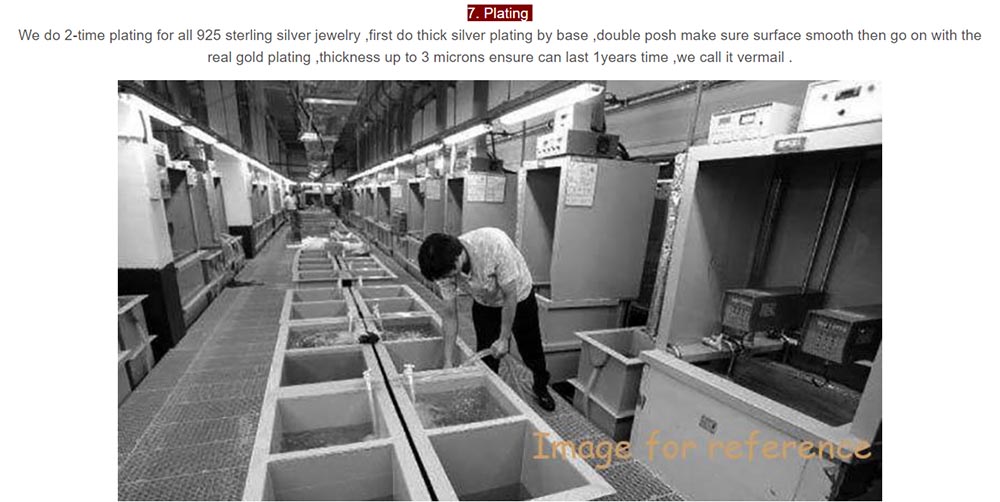
3.2 El proceso de galvanoplastia: Construcción de las capas
Tras su preparación, la joya está lista para el chapado. El proceso básico consiste en una solución electrolítica con sales de oro disueltas, un ánodo (generalmente un material inerte como titanio recubierto de platino) y la joya, que actúa como cátodo. Al aplicar una corriente continua, los iones de oro (Au+) son atraídos por la joya, que tiene carga negativa, y se reducen a oro metálico, formando una capa coherente en su superficie.
Sin embargo, el recubrimiento directo de oro puro sobre metales base es poco frecuente. Se utiliza un método multicapa para mejorar el rendimiento y la apariencia.
- Paso 3.2.1: La capa de ataque (placas de barrera)
La primera capa depositada es una capa de recubrimiento. Se trata de una capa delgada y densa de un metal que se adhiere bien tanto al metal base como a las capas subsiguientes. El níquel es la capa de recubrimiento más común. Proporciona una base blanca brillante que realza la reflectividad y el color de la capa final de oro. Fundamentalmente, actúa como barrera, impidiendo que los átomos del metal base (como el cobre o el zinc) migren a través de la capa de oro con el tiempo, lo que puede provocar deslustre o decoloración. Debido al potencial del níquel para causar reacciones alérgicas, muchos fabricantes utilizan ahora alternativas hipoalergénicas como el paladio-níquel o una capa de recubrimiento de cobre para ciertos metales base. - Paso 3.2.2: La capa de chapado en oro
Tras la primera capa, la pieza se transfiere al baño final de chapado en oro. Las características de este baño determinan las propiedades del producto final.- Contenido de oro: El baño utiliza cianuro de oro y potasio como fuente principal de iones de oro. La pureza del oro en el baño se puede ajustar para crear diferentes colores de quilates (por ejemplo, 14k, 18k, 24k).
- Color y aleación: Para lograr diferentes colores de oro, se añaden otros metales al baño:
- Oro amarillo: Oro puro de 24 quilates o una aleación de alto quilate.
- Oro blanco: aleado con paladio o níquel (aunque el níquel se está eliminando gradualmente).
- Oro rosa: Aleación con una mayor proporción de cobre.
- Abrillantadores y niveladores: El baño incluye aditivos orgánicos patentados. Estos productos químicos ayudan a conseguir un acabado brillante y reluciente como un espejo, ya que favorecen la deposición uniforme de átomos de oro, rellenan las microcavidades y alisan la superficie.
3.3 Determinación del espesor del recubrimiento
El grosor de la capa de oro es un factor determinante de la calidad y está directamente controlado por:
- Densidad de corriente: Cantidad de corriente eléctrica por unidad de área.
- Tiempo: El tiempo que las joyas permanecen en el baño.
- Concentración de la solución: La concentración de iones de oro en el electrolito.
El grosor se mide en micras (µm) o, más comúnmente en joyería, en micropulgadas (µ”). La calidad de la joyería chapada en oro se suele describir por su “grosor del oro” y su “pureza del oro” (por ejemplo, “2,5 micras de oro de 18 quilates”).
Las clasificaciones industriales comunes basadas en el espesor incluyen:
- Clase 1, chapado en oro grueso (HEGP): (≥ 2,5 µ” o 0,1 µm) Un chapado duradero y de alta calidad para artículos destinados al uso diario.
- Chapado en oro/GP: (≥ 0,7 µ” o 0,025 µm) El estándar para joyería de moda de calidad.
- Recubrimiento dorado/GF: (< 0,7 µ”) Una capa decorativa muy fina con durabilidad limitada, típica de artículos de moda desechables de bajo costo.
Una vez finalizado el proceso de chapado, se puede aplicar una capa final ultrafina de una laca protectora transparente o un recubrimiento duro como el rodio (para el oro blanco) en ciertas zonas para evitar el deslustre y mejorar la resistencia a los arañazos.
Paso 4: Control de calidad, acabado y empaquetado: la selección final.
El proceso culmina con una serie de controles y mejoras meticulosas que preparan la joya para su presentación.
4.1 Control de calidad riguroso (CC)
Cada pieza debe pasar por un riguroso proceso de control de calidad antes de que pueda ser aprobada para su venta.
- Inspección visual: Los inspectores examinan las piezas bajo luces brillantes y con aumento para detectar defectos como:
- Defectos del chapado: Descamación, ampollas, decoloración o color desigual.
- Imperfecciones superficiales: arañazos, hoyos o asperezas.
- Defectos de fabricación: Soldaduras débiles, componentes desalineados o cierres que no funcionan.
- Verificación del espesor: Para lotes de alto valor, se utiliza un espectrómetro de fluorescencia de rayos X (XRF). Este dispositivo no destructivo bombardea el objeto con rayos X y mide la radiación fluorescente emitida para proporcionar una lectura exacta del espesor y la composición del recubrimiento.
- Pruebas de adhesión: Las muestras de un lote pueden someterse a pruebas como la "prueba de la cinta adhesiva" (aplicar y retirar cinta adhesiva para ver si se desprende el recubrimiento) o pruebas de enfriamiento rápido para asegurar que el recubrimiento esté correctamente adherido.
- Pruebas de durabilidad: Las muestras pueden someterse a pruebas de resistencia a la corrosión utilizando una cámara de niebla salina para simular el envejecimiento y el desgaste acelerados.
4.2 Acabado y ajuste final
Las piezas que superen el control de calidad podrán someterse a los últimos retoques estéticos.
- Pulido y abrillantado: Si bien el baño de galvanoplastia proporciona brillo, un pulido final con discos suaves y compuestos finos puede realzar el lustre hasta lograr un alto brillo.
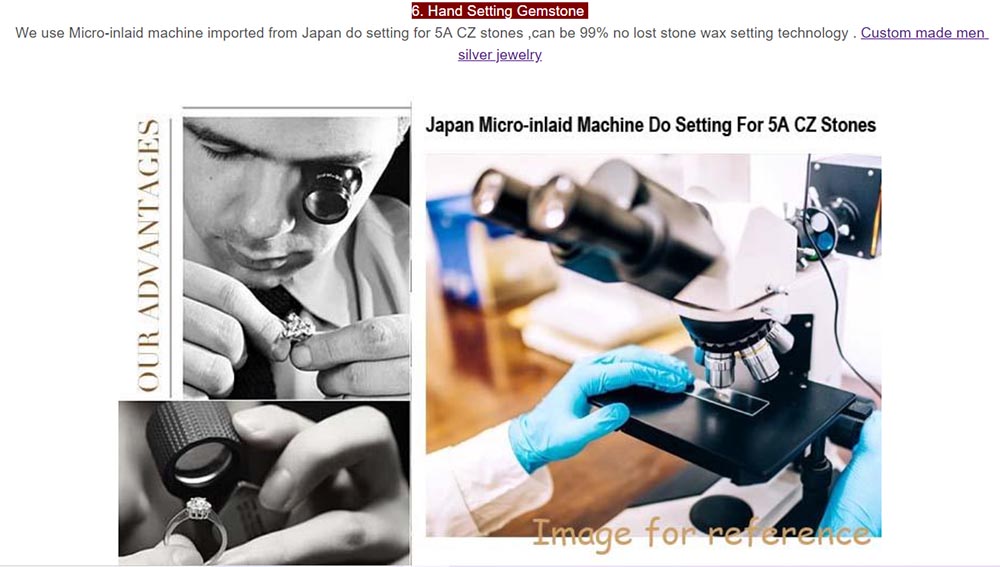
- Engaste de piedras: Si el diseño incluye piedras preciosas (por ejemplo, circonitas cúbicas, cristales sintéticos o piedras naturales), se engastan en esta etapa. Los engastadores expertos utilizan herramientas para fijar cuidadosamente las piedras en sus engastes sin dañar el delicado baño de oro.
- Oxidación: Para lograr un aspecto antiguo o vintage, se puede aplicar una solución química en las zonas hundidas para oscurecerlas, creando contraste y haciendo que los detalles del diseño resalten.
4.3 Embalaje y presentación
La experiencia de desempaquetado forma parte del producto. Las joyas se colocan cuidadosamente en bolsas de plástico para evitar rayones, se etiquetan con la información legal pertinente (por ejemplo, «Chapado en oro») y se presentan en cajas o estuches con la marca. Esto no solo protege el producto durante el envío, sino que también realza su valor percibido y brinda una experiencia satisfactoria al cliente.
Conclusión
La creación de una joya chapada en oro es una síntesis extraordinaria de visión artística, ciencia metalúrgica e ingeniería de precisión. Los cuatro pasos principales —diseño y creación de prototipos, fabricación del metal base, preparación de la superficie y chapado, y control de calidad y acabado— conforman una cadena interconectada donde la excelencia en cada etapa es fundamental.
Comprender este proceso desmitifica el producto y permite tanto a minoristas como a consumidores apreciar el valor añadido de las joyas chapadas en oro de alta calidad. No se trata simplemente de «joyería barata», sino del resultado de un sofisticado proceso de fabricación diseñado para ofrecer la belleza atemporal del oro en un formato duradero, accesible y versátil. Desde el primer boceto del diseñador hasta el control de calidad final, cada paso se centra en garantizar que la pieza terminada no solo refleje la luz, sino que también cautive a quien la lleva.