Fremstilling af forgyldte smykker: Et dybdegående indblik i de 4 hovedtrin
Introduktion: Tiltrækningen af forgyldt overkommelighed
Guld har fascineret menneskeheden i årtusinder og symboliseret magt, rigdom og skønhed. Den uoverkommelige pris på massivt guld gør det dog utilgængeligt for mange. Det er her, forgyldte smykker træder ind på scenen og tilbyder den eftertragtede gyldne æstetik til en brøkdel af prisen. Det repræsenterer en perfekt kombination af kunst, videnskab og økonomi, hvilket gør luksus og alsidighed tilgængelige for et globalt marked.
Forgyldte smykker er defineret af en specifik struktur: en kerne af basismetal, hvorpå et tyndt lag guld er molekylært bundet gennem en elektrokemisk proces. Kvaliteten og levetiden af det færdige smykke er ikke et spørgsmål om tilfældigheder, men bestemmes af den strenge overholdelse af præcision og kvalitetskontrol i alle faser af dets fremstilling.
Rejsen fra et koncept til et færdigt, markedsklart stykke forgyldt smykke er fascinerende og kompleks. Den kan destilleres i fire kritiske, sekventielle trin: 1) Design og prototyping, 2) Fremstilling af basismetal, 3) Overfladeforberedelse og plettering, og 4) Kvalitetskontrol, efterbehandling og emballering. Hvert trin er sin egen verden og omfatter traditionelt håndværk, banebrydende teknologi og indviklet kemisk ingeniørkunst. Denne artikel vil give en omfattende udforskning af hvert af disse fire hovedtrin og afsløre den omhyggelige indsats, der forvandler råmaterialer til genstande, man begærer.
Trin 1: Design og prototyping – Skønhedens plan
Før metal berøres eller kemiske bade tilberedes, begynder hvert smykke som en idé. Design- og prototypefasen er den grundlæggende fase, hvor kreativiteten udnyttes, koncepter valideres, og planen for masseproduktion etableres.

1.1 Konceptualisering og skitsering
Processen sprudler af inspiration. Designere trækker på inspiration fra trends forudsagt af branchemyndigheder som Pantone Color Institute, historiske kunstbevægelser, natur, arkitektur og kulturelle motiver. Denne indledende fase er meget flydende og kreativ:
- Håndskitsering: Mange designere starter med traditionelle blyant-og-papir-skitser. Dette giver mulighed for hurtig udforskning af former, proportioner og stilistiske elementer uden softwarebegrænsninger. Flere iterationer oprettes, forfines og indsnævres.
- Digitalt design: I stigende grad fødes det oprindelige koncept digitalt ved hjælp af specialiseret software såsom computerstøttet design (CAD)-programmer som Rhino 3D, Matrix eller ZBrush. Digitalt design tilbyder enorme fordele fra starten, hvilket muliggør perfekt symmetri, nem manipulation af komplekse former og oprettelse af tekniske tegninger.
1.2 Teknisk design og CAD-modellering
Når en skitse er godkendt, omdannes den til en præcis, tredimensionel digital model. Det er her, kunstnerens vision omsættes til en ingeniørs plantegning.
- Præcisionsmodellering: En CAD-specialist, ofte kaldet en digital juveler, bygger modellen fra bunden. Hver kurve, spids, rille og overfladetekstur defineres med matematisk nøjagtighed.
- Udvikling med henblik på brugbarhed: Modellen handler ikke kun om æstetik; den skal konstrueres til brug i den virkelige verden. Designeren skal overveje:
- Strukturel integritet: Vil den fine filigran knække? Er vedhængets bøjle stærk nok til at holde en kæde?
- Komfort og funktion: Hvordan sidder en ring på fingeren? Er låsmekanismen pålidelig og nem at bruge?
- Overvejelser vedrørende plettering: Designet skal tage højde for pletteringsprocessen. Skarpe, hårde kanter kan føre til ujævn pletteringstykkelse på grund af "kanteffekten", hvor strømtætheden er højere. Dybe, smalle sprækker kan fange pletteringsopløsninger og være vanskelige at skylle, hvilket fører til korrosion senere. En god CAD-designer vil inkorporere radier og glatte overgange for at sikre ensartet plettering.
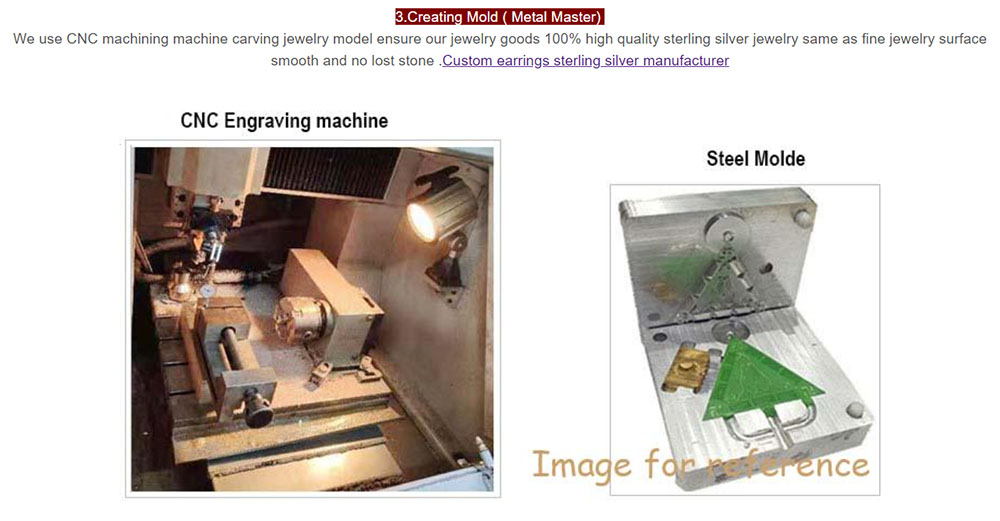
1.3 Prototyping: At bringe det digitale til live
En CAD-model på en skærm kan være vildledende. En fysisk prototype er afgørende for at vurdere designets sande form, følelse og funktion. To primære teknologier dominerer denne fase:
- 3D-printning (Additiv fremstilling): Dette er den mest almindelige metode i dag. CAD-filen sendes til en 3D-printer, som bygger modellen lag for lag af en UV-følsom flydende harpiks (SLA – stereolitografi) eller et vokslignende materiale (PolyJet). Dette "print" er en meget nøjagtig og håndgribelig gengivelse af det endelige design.
- Voksstøbning og udskæring: For meget traditionelle eller meget organiske designs kan en mastermodel stadig håndskæres fra en blok juvelervoks ved hjælp af specialværktøj. Dette er en dygtig håndværksmæssig proces.
Den resulterende 3D-print eller voksmodel er kendt som prototypen eller mønsteret.
1.4 Stikprøveudtagning og validering
Prototypen bruges til at skabe en enkelt metalprøve, typisk i messing eller sølv, via støbeprocessen (beskrevet i næste trin). Denne prøve er afgørende for:
- Designvalidering: Teamet holder, bærer og tester prøven. Ser den ud som forventet? Er den behagelig? Fungerer mekanismen?
- Markedstest: Stikprøven kan vises til fokusgrupper eller nøglekøbere for at måle markedsmodtagelsen.
- Produktionsvurdering: Produktionsingeniører undersøger prøven for at identificere eventuelle produktionsudfordringer, før fuldskalaproduktion begynder.
Feedback fra denne fase indarbejdes, og CAD-modellen forfines i et iterativt loop, indtil den perfekte mastermodel er opnået. Denne mastermodel er den fysiske udførelsesform af designet og vil blive brugt til at skabe formene til masseproduktion.
Trin 2: Fremstilling af basismetal – Oprettelse af lærredet
Basismetallet danner smykkets strukturelle kerne, dets "lærred". Valget af metal og fremstillingsmetoden er afgørende, da de bestemmer smykkets styrke, vægt, pris og hvordan det vil interagere med pletteringsprocessen.
2.1 Valg af basismetaller
Ikke alle metaller er egnede til guldbelægning. Det valgte metal skal være overkommeligt i pris, holdbart og have gode galvaniseringsegenskaber.
- Messing (kobber-zinklegering): Det mest populære valg til forgyldte smykker. Det er relativt billigt, nemt at støbe og bearbejde, og har en varm, gul farve, der giver en fremragende underliggende base for forgyldning. Hvis belægningen bliver tynd, skaber messingen nedenunder ikke en skarp, uattraktiv kontrast.
- Kobber: Bruges på grund af sin fremragende elektriske ledningsevne og formbarhed. Det bruges ofte som et underliggende lag til andre basismetaller eller til specifikke stilarter. Rent kobber er relativt blødt.
- Rustfrit stål: Vinder popularitet for sin exceptionelle styrke og korrosionsbestandighed. Det er allergivenligt, hvilket gør det ideelt til øreringe og piercingsmykker. Det kræver dog specialiserede platingteknikker for at sikre, at guldlaget klæber ordentligt.
- Zinklegeringer (f.eks. Zamak): Bruges ofte til komplicerede, pres-fit-smykker og omkostningseffektive modesmykker på grund af deres fremragende støbeegenskaber. De kan være sprøde og skal belægges med omhu for at forhindre korrosion.
2.2 Fremstillingsteknikker
Metoden, der anvendes til at forme basismetallet, afhænger af designets kompleksitet, volumen og omkostningshensyn.
- A. Støbning: Metoden til kompleksitet
Støbning er den dominerende metode til at skabe detaljerede, tredimensionelle smykkekomponenter som vedhæng, charms og ringbånd med komplekse designs.- Træbygning: De godkendte voks- eller harpiksprototyper fastgøres til et centralt voks-"træ", hvilket skaber en struktur, der ligner en lysekrone. Et enkelt træ kan indeholde snesevis eller endda hundredvis af identiske mønstre.
- Investering: Træet placeres i en stålflaske, og et flydende gipslignende materiale, kaldet investering, hældes omkring det. Investeringen hærder i en hård, varmebestandig form.
- Udbrænding: Kolben placeres i en ovn og opvarmes til en høj temperatur. Denne proces smelter og fordamper voksen ("tabt-wax casting"), hvilket efterlader et perfekt, hult hulrum i form af smykkerne i den hærdede investering.
- Smeltning og hældning: Det valgte basismetal smeltes i en digel ved temperaturer over 1000 °C. Ved hjælp af en centrifugalstøbemaskine eller vakuumassistance presses det smeltede metal ind i de hule hulrum i investeringsformen.
- Slukning og afsvalning: Når metallet er størknet, afkøles kolben og placeres i vand. Belægningen opløses, hvilket afslører metal-"træet", der nu består af solide smykker.
- Afskæring: De enkelte stykker, kaldet støbegods, skæres omhyggeligt ud af træet ved hjælp af save.
- B. Stempling og udstansning: Metoden til enkelhed og volumen
Denne metode bruges til enklere, fladere eller mere ensartede designs som kædeled, simple hoop-øreringe og møntlignende vedhæng.- Fremstilling af matrice: Der fremstilles et specialfremstillet stålværktøj, kaldet en matrice. Det består af to halvdele – en med et hævet design (stemplet) og en med et forsænket design (hulrummet) – der passer perfekt sammen.
- Stansningsprocessen: En plade af uædle metal placeres mellem de to halvdele af matricen. En kraftig hydraulisk eller mekanisk presse presser matricerne sammen med et enormt tryk, hvorved metallet skæres over og designet præges ind i det samtidigt.
- Fordele: Præsning er ekstremt hurtig og omkostningseffektiv til produktion i store mængder. De resulterende emner er også stærkere og tættere end støbte emner, da metallets kornstruktur er komprimeret.
- C. Trådtrækning og kædefremstilling
Kæder er en fast bestanddel af smykker, og deres fremstilling er et specialiseret felt.- Trådtrækning: Metalstænger trækkes gennem en række gradvist mindre matricer for at opnå den ønskede trådtykkelse.
- Kædesamling: Dette kan gøres maskinelt til simple kæder som reb- eller kabelkæder, eller i hånden til mere komplekse stilarter som Figaro- eller Byzantinske kæder. Led formes, forbindes og loddes ofte sammen for at styrke dem.
2.3 De første trin i efterbehandlingen: Formontering før belægning
Efter fremstillingen er råkomponenterne ujævne og kræver en indledende efterbehandling.
- Filning og afgratning: Ru kanter, kendt som støbeindløb (fra støbning) og grater (fra prægning), files væk manuelt.
- Tromling: Komponenter placeres i en roterende tønde (en tromle) med et slibemiddel, vand og en poleringsmiddel. Denne proces hærder metallet, udglatter overflader og giver en ensartet, satinlignende forbehandling.
- Lodning: Hvis stykket har flere komponenter (f.eks. en vedhængsbøsning loddet til vedhænget eller en ringskaft loddet til en fatning), udføres dette af en dygtig håndværker ved hjælp af en brænder og et loddetin med et lavere smeltepunkt end basismetallet.
Ved afslutningen af dette trin har vi en færdigformet, samlet og glattet genstand af basismetal, klar til den transformerende proces, der vil give den det ikoniske udseende af guld.
Trin 3: Overfladeforberedelse og plettering – Den alkymiske transformation
Dette er det mest teknisk komplekse og kemisk følsomme trin i hele processen. Forgyldningens succes – dens vedhæftning, lysstyrke og holdbarhed – afhænger næsten udelukkende af den forudgående forberedelses grundighed. Princippet er enkelt: en perfekt ren overflade er afgørende for en perfekt plade.
3.1 Overfladebehandling: Den usete nøgle til kvalitet
Denne flertrinsrensningsproces er designet til at fjerne alle tænkelige forurenende stoffer fra basismetallets overflade.
- Rengøring med opløsningsmiddel: Et indledende affedtningsbad i et organisk opløsningsmiddel eller en alkalisk opløsning fjerner olier, fingeraftryk og voks fra håndtering og tidligere processer.
- Elektronisk rensning: Smykkerne nedsænkes i et alkalisk, elektrisk ladet bad. Det fungerer som katode (negativ terminal), hvilket får brintgas til at boble kraftigt fra overfladen. Denne elektrokemiske reaktion fjerner mikroskopiske urenheder og oxider.
- Syrebejdsning: Stykkerne nedsænkes i en mild syreopløsning (som svovlsyre eller saltsyre). Dette ætser overfladen mikroskopisk, fjerner eventuelle resterende oxidlag og giver en let tekstureret overflade for bedre mekanisk vedhæftning af belægningen. Til zinkbaserede legeringer anvendes en meget mildere syre for at forhindre korrosion.
- Skylning: Måske det mest kritiske og gentagne trin i hele processen. Efter hvert eneste kemiske bad skal smykkerne skylles grundigt i demineraliseret vand for at forhindre forurening af den næste opløsning. Utilstrækkelig skylning er en primær årsag til pletteringsfejl.
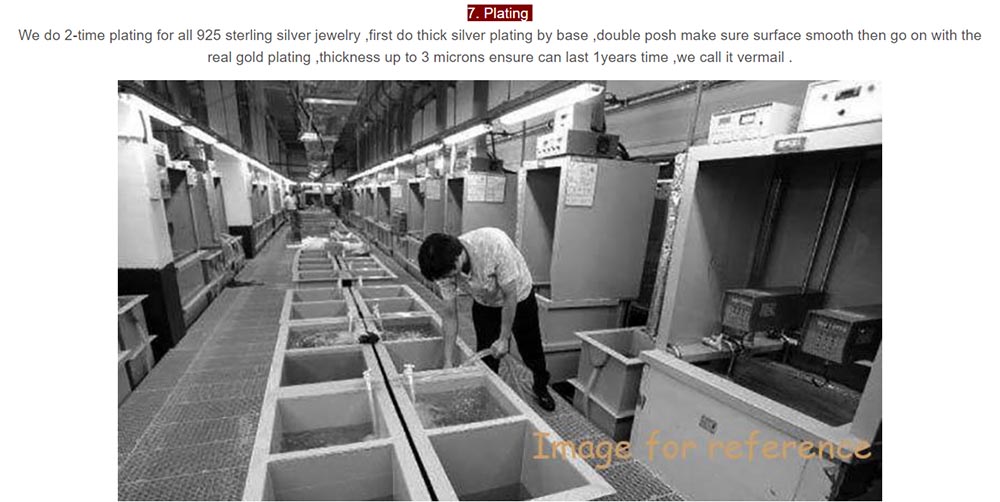
3.2 Galvaniseringsprocessen: Opbygning af lagene
Efter forberedelsen er smykkerne klar til plettering. Den grundlæggende opsætning involverer en elektrolytopløsning indeholdende opløste guldsalte, en anode (ofte et inert materiale som titanium belagt med platin) og smykket, der fungerer som katode. Når der påføres en jævnstrøm, tiltrækkes guldioner (Au+) af de negativt ladede smykker og reduceres til metallisk guld, der danner et sammenhængende lag på overfladen.
Det er dog sjældent, at rent guld belægges direkte på basismetaller. En flerlagstilgang bruges til at forbedre ydeevne og udseende.
- Trin 3.2.1: Strikelaget (barrierebelægning)
Det første lag, der afsættes, er et "strikelag". Dette er et tyndt, tæt lag af et metal, der klæber godt til både basismetallet og de efterfølgende lag. Nikkel er det mest almindelige strikelag. Det giver en strålende, hvid underliggende base, der forbedrer reflektionsevnen og farven på det endelige guldlag. Afgørende er det, at det fungerer som en barriere, der forhindrer atomer fra basismetallet (som kobber eller zink) i at migrere gennem guldlaget over tid, hvilket kan forårsage anløbning eller misfarvning. På grund af nikkels potentiale til at forårsage allergiske reaktioner bruger mange producenter nu hypoallergeniske alternativer som palladium-nikkel eller et kobberstrikelag til visse basismetaller. - Trin 3.2.2: Forgyldningslaget
Efter påføringen af strikelaget overføres stykket til det endelige guldbelægningsbad. Dette bads egenskaber bestemmer det endelige produkts egenskaber.- Guldindhold: Badet bruger kaliumguldcyanid som den primære kilde til guldioner. Guldets renhed i badet kan justeres for at skabe forskellige karatfarver (f.eks. 14k, 18k, 24k).
- Farve og legering: For at opnå forskellige guldfarver tilsættes andre metaller til badet:
- Gult guld: Rent 24 karat guld eller en legering med høj karatindhold.
- Hvidguld: Legeret med palladium eller nikkel (selvom nikkel er ved at blive udfaset).
- Rosaguld: Legeret med en højere andel kobber.
- Hvidnings- og nivelleringsmidler: Badet indeholder patenterede organiske tilsætningsstoffer. Disse kemikalier bidrager til en strålende, spejlblank finish ved at fremme en ensartet aflejring af guldatomer, udfylde mikroskopiske dale og udglatte overfladen.
3.3 Bestemmelse af belægningstykkelse
Guldlagets tykkelse er en afgørende kvalitetsdeterminant og styres direkte af:
- Strømtæthed: Mængden af elektrisk strøm pr. arealenhed.
- Tid: Den tid, hvor smykkerne forbliver i badet.
- Opløsningskoncentration: Koncentrationen af guldioner i elektrolytten.
Tykkelse måles i mikron (µm) eller, mere almindeligt for smykker, i mikrotommer (µ"). Kvaliteten af forgyldte smykker beskrives ofte ved deres "guldtykkelse" og deres "guldfinhed" (f.eks. "2,5 mikron 18 karat guld").
Almindelige brancheklassifikationer baseret på tykkelse inkluderer:
- Klasse 1, kraftig guldelektroplettering/HEGP: (≥ 2,5 µ” eller 0,1 µm) En holdbar belægning af høj kvalitet til genstande beregnet til regelmæssig brug.
- Forgyldt/GP: (≥ 0,7 µ” eller 0,025 µm) Standarden for kvalitetsmodesmykker.
- Gold Flash/GF: (< 0,7 µ”) Et meget tyndt, dekorativt lag med begrænset holdbarhed, typisk for billige engangsmodeartikler.
Efter pletteringen er færdig, kan et sidste, ultratyndt lag af en klar, beskyttende lak eller en hård belægning som rhodium (til hvidguld) påføres bestemte områder for at forhindre anløbning og forbedre ridsefastheden.
Trin 4: Kvalitetskontrol, efterbehandling og emballering – Den endelige kuratering
Rejsen afsluttes med en række omhyggelige kontroller og forbedringer, der forbereder smykkerne til deres debut.
4.1 Streng kvalitetskontrol (QC)
Hvert stykke skal gennemgå en streng kvalitetskontrolproces, før det kan godkendes til salg.
- Visuel inspektion: Inspektører undersøger genstande under stærkt, forstørret lys for defekter såsom:
- Belægningsfejl: Afskalning, blæredannelse, misfarvning eller ujævn farve.
- Overfladefejl: Ridser, huller eller ruheder.
- Konstruktionsfejl: Svage loddeforbindelser, forkert justerede komponenter eller ikke-fungerende spænder.
- Tykkelsesverifikation: Til partier af høj værdi anvendes et røntgenfluorescensspektrometer (XRF). Denne ikke-destruktive enhed bombarderer emnet med røntgenstråler og måler den udsendte fluorescerende stråling for at give en nøjagtig aflæsning af belægningens tykkelse og sammensætning.
- Adhæsionstest: Prøver fra en batch kan underkastes tests som "tapetest" (påføring og fjernelse af klæbebånd for at se, om belægningen løsner sig) eller varmedæmpningstests for at sikre, at belægningen er korrekt bundet.
- Holdbarhedstest: Prøver kan testes for korrosionsbestandighed ved hjælp af et saltspraykammer for at simulere accelereret ældning og slid.
4.2 Endelig finish og montering
Stykker, der består kvalitetskontrol, kan gennemgå en sidste æstetisk finish.
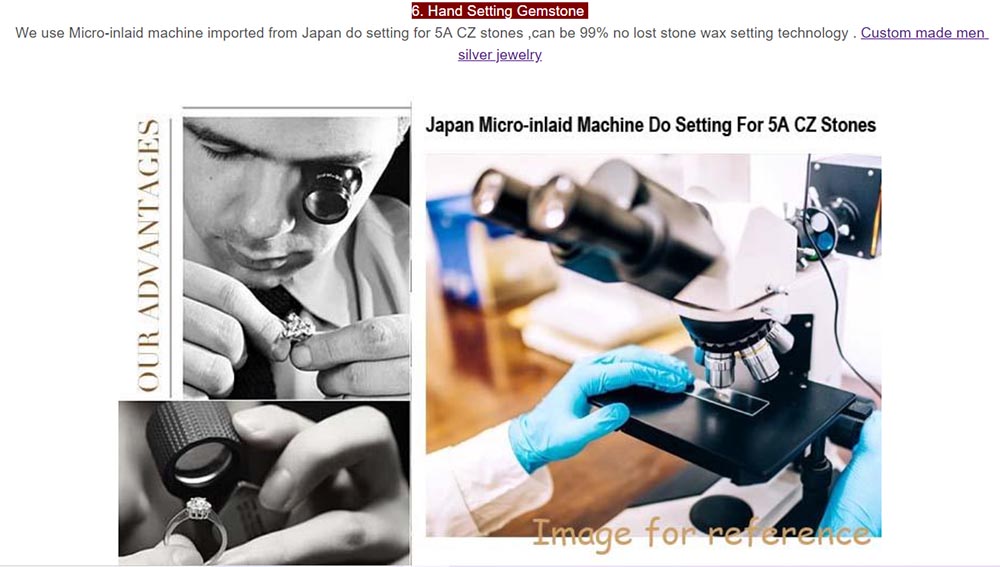
- Polering og polering: Mens platingbadet giver glans, kan en afsluttende polering med bløde skiver og fine poleringsmidler forbedre glansen til en høj glans.
- Stenindfatning: Hvis designet indeholder ædelsten (f.eks. cubic zirconium, syntetiske krystaller eller natursten), sættes de på dette stadie. Dygtige sættere bruger værktøj til omhyggeligt at fastgøre stenene i deres indstillinger uden at beskadige den fine guldbelægning.
- Oxiderende: For et antikt eller vintage look kan en kemisk opløsning påføres forsænkede områder for at mørkne dem, hvilket skaber kontrast og får designdetaljerne til at "poppe".
4.3 Emballage og præsentation
Udpakningsoplevelsen er en del af produktet. Smykkerne er omhyggeligt placeret i polyposer for at forhindre ridser, mærket med relevante juridiske oplysninger (f.eks. "Forgyldt") og præsenteret i mærkede æsker eller poser. Dette beskytter ikke kun produktet under forsendelse, men forbedrer også den oplevede værdi og giver en tilfredsstillende kundeoplevelse.
Konklusion
Skabelsen af et forgyldt smykke er en bemærkelsesværdig syntese af kunstnerisk vision, metallurgisk videnskab og præcisionsteknik. De fire hovedtrin – design og prototyping, fremstilling af basismetaller, overfladebehandling og -belægning samt kvalitetskontrol og -efterbehandling – danner en sammenhængende kæde, hvor ekspertise i hvert trin er ufravigelig.
Forståelse af denne proces afmystificerer produktet og giver både detailhandlere og forbrugere mulighed for at værdsætte værdien af velfremstillede forgyldte smykker. Det er ikke blot "billige smykker", men snarere resultatet af en sofistikeret fremstillingsproces, der er designet til at levere guldets tidløse skønhed i en holdbar, tilgængelig og alsidig form. Fra designerens første skitse til den endelige kvalitetskontrol er hver handling dedikeret til at sikre, at det færdige smykke ikke kun fanger lyset, men også fanger bærerens hjerte.