Vervaardiging van vergulde juweliersware: 'n Diepgaande ondersoek na die 4 hoofstappe
Inleiding: Die aantrekkingskrag van vergulde bekostigbaarheid
Goud het die mensdom al vir millennia bekoor en mag, rykdom en skoonheid gesimboliseer. Die onbetaalbare koste van soliede goud maak dit egter vir baie ontoeganklik. Dit is waar vergulde juweliersware die verhoog betree en die begeerde goue estetika teen 'n fraksie van die prys bied. Dit verteenwoordig 'n perfekte huwelik van kuns, wetenskap en ekonomie, wat luuksheid en veelsydigheid toeganklik maak vir 'n globale mark.
Vergulde juweliersware word gedefinieer deur 'n spesifieke struktuur: 'n basismetaalkern, waarop 'n dun lagie goud molekulêr gebind word deur 'n elektrochemiese proses. Die kwaliteit en lang lewensduur van die finale stuk is nie 'n kwessie van toeval nie, maar word bepaal deur die streng nakoming van presisie en kwaliteitsbeheer in elke stadium van die skepping daarvan.
Die reis van 'n konsep na 'n voltooide, markgereed stuk vergulde juweliersware is fassinerend en kompleks. Dit kan in vier kritieke, opeenvolgende stappe verdeel word: 1) Ontwerp en Prototipering, 2) Vervaardiging van Basismetaal, 3) Oppervlakvoorbereiding en Platering, en 4) Gehaltebeheer, Afwerking en Verpakking. Elke stap is 'n wêreld op sy eie, wat tradisionele vakmanskap, baanbrekende tegnologie en ingewikkelde chemiese ingenieurswese omvat. Hierdie artikel sal 'n omvattende verkenning van elk van hierdie vier hoofstappe bied, wat die noukeurige poging onthul wat grondstowwe in voorwerpe van begeerte omskep.
Stap 1: Ontwerp en Prototipering – Die Bloudruk van Skoonheid
Voordat enige metaal aangeraak word of enige chemiese bad voorberei word, begin elke juweelstuk as 'n idee. Die Ontwerp- en Prototiperingsfase is die grondslagfase waar kreatiwiteit ingespan word, konsepte bekragtig word en die bloudruk vir massaproduksie gevestig word.

1.1 Konseptualisering en Sketsing
Die proses ontvlam met inspirasie. Ontwerpers put invloed uit tendense wat voorspel word deur bedryfsowerhede soos die Pantone Color Institute, historiese kunsbewegings, die natuur, argitektuur en kulturele motiewe. Hierdie aanvanklike fase is hoogs vloeiend en kreatief:
- Handsketse: Baie ontwerpers begin met tradisionele potlood-en-papier-sketse. Dit maak voorsiening vir vinnige verkenning van vorms, proporsies en stilistiese elemente sonder die beperkings van sagteware. Verskeie iterasies word geskep, verfyn en vernou.
- Digitale Ontwerp: Toenemend word die aanvanklike konsep digitaal gebore met behulp van gespesialiseerde sagteware soos Rekenaargesteunde Ontwerp (CAD) programme soos Rhino 3D, Matrix, of ZBrush. Digitale ontwerp bied enorme voordele van die begin af, wat perfekte simmetrie, maklike manipulasie van komplekse vorms en die skep van tegniese tekeninge moontlik maak.
1.2 Tegniese Ontwerp en CAD-modellering
Sodra 'n skets goedgekeur is, word dit omskep in 'n presiese, driedimensionele digitale model. Dit is waar die kunstenaar se visie in 'n ingenieur se bloudruk vertaal word.
- Presisiemodellering: 'n CAD-spesialis, dikwels 'n digitale juwelier genoem, bou die model van die grond af op. Elke kurwe, punt, groef en oppervlaktekstuur word met wiskundige akkuraatheid gedefinieer.
- Ingenieurswese vir Draagbaarheid: Die model gaan nie net oor estetika nie; dit moet ontwerp word vir werklike gebruik. Die ontwerper moet die volgende in ag neem:
- Strukturele Integriteit: Sal daardie delikate filigraan breek? Is die beugel van die hangertjie sterk genoeg om 'n ketting vas te hou?
- Gerief en Funksie: Hoe sit 'n ring op die vinger? Is die sluitingmeganisme betroubaar en maklik om te gebruik?
- Oorwegings vir plateerwerk: Die ontwerp moet rekening hou met die plateerproses. Skerp, harde rande kan lei tot ongelyke plateerdikte as gevolg van die "rand-effek", waar die stroomdigtheid hoër is. Diep, nou splete kan plateeroplossings vasvang en moeilik wees om af te spoel, wat later tot korrosie lei. 'n Goeie CAD-ontwerper sal radiusse en gladde oorgange insluit om eenvormige plateerwerk te verseker.
1.3 Prototipering: Bring die digitale lewe tot lewe
'n CAD-model op 'n skerm kan misleidend wees. 'n Fisiese prototipe is noodsaaklik om die ontwerp se ware vorm, gevoel en funksie te bepaal. Twee primêre tegnologieë oorheers hierdie stadium:
- 3D-drukwerk (Additiewe Vervaardiging): Dit is die mees algemene metode vandag. Die CAD-lêer word na 'n 3D-drukker gestuur, wat die model laag vir laag uit 'n UV-sensitiewe vloeibare hars (SLA – Stereolitografie) of 'n wasagtige materiaal (PolyJet) bou. Hierdie "drukwerk" is 'n hoogs akkurate, tasbare voorstelling van die finale ontwerp.
- Wasvorming en -kerfwerk: Vir baie tradisionele of hoogs organiese ontwerpe kan 'n meestermodel steeds met die hand uit 'n blok juwelierswas gekerf word met behulp van gespesialiseerde gereedskap. Dit is 'n bekwame ambagsproses.
Die gevolglike 3D-druk of wasmodel staan bekend as die prototipe of patroon.
1.4 Steekproefneming en Validering
Die prototipe word gebruik om 'n enkele metaalmonster te skep, tipies in koper of silwer, via die gietproses (besonderhede in die volgende stap). Hierdie monster is noodsaaklik vir:
- Ontwerpvalidering: Die span hou die monster vas, dra dit en toets dit. Lyk dit soos verwag? Is dit gemaklik? Werk die meganisme?
- Marktoetsing: Die monster kan aan fokusgroepe of sleutelkopers gewys word om markontvangs te meet.
- Vervaardigingsassessering: Produksie-ingenieurs ondersoek die monster om enige potensiële vervaardigingsuitdagings te identifiseer voordat volskaalse produksie begin.
Terugvoer van hierdie stadium word ingesluit, en die CAD-model word in 'n iteratiewe lus verfyn totdat die perfekte meestermodel bereik is. Hierdie meestermodel is die fisiese beliggaming van die ontwerp en sal gebruik word om die vorms vir massaproduksie te skep.
Stap 2: Vervaardiging van basismetaal – Skep die doek
Die basismetaal vorm die strukturele kern van die juweliersware, die "doek". Die keuse van metaal en die vervaardigingsmetode is van kritieke belang, aangesien dit die stuk se sterkte, gewig, koste en hoe dit met die plateringsproses sal interaksie hê, bepaal.
2.1 Keuse van basismetale
Nie alle metale is geskik vir goudplatering nie. Die gekose metaal moet bekostigbaar, duursaam wees en goeie elektroplateringseienskappe besit.
- Koper (Koper-Sinklegering): Die gewildste keuse vir vergulde juweliersware. Dit is relatief goedkoop, maklik om te giet en te masjineer, en het 'n warm, geel kleur wat 'n uitstekende onderliggende basis vir vergulding bied. As die plaat dun word, skep die koper daaronder nie 'n skerp, onaantreklike kontras nie.
- Koper: Word gebruik vir sy uitstekende elektriese geleidingsvermoë en smeebaarheid. Dit word dikwels as 'n onderliggende laag vir ander basismetale of vir spesifieke style gebruik. Suiwer koper is relatief sag.
- Vlekvrye staal: Dit word al hoe gewilder vir sy uitsonderlike sterkte en weerstand teen korrosie. Dit is hipoallergeen, wat dit ideaal maak vir oorbelle en juweliersware. Dit vereis egter gespesialiseerde plateringstegnieke om te verseker dat die goudlaag behoorlik vassit.
- Sinklegioene (bv. Zamak): Word dikwels gebruik vir ingewikkelde, perspas-onderdele en koste-effektiewe modejuweliersware as gevolg van hul uitstekende giet-eienskappe. Hulle kan bros wees en moet versigtig geplateer word om korrosie te voorkom.
2.2 Vervaardigingstegnieke
Die metode wat gebruik word om die basismetaal te vorm, hang af van die ontwerp se kompleksiteit, volume en koste-oorwegings.
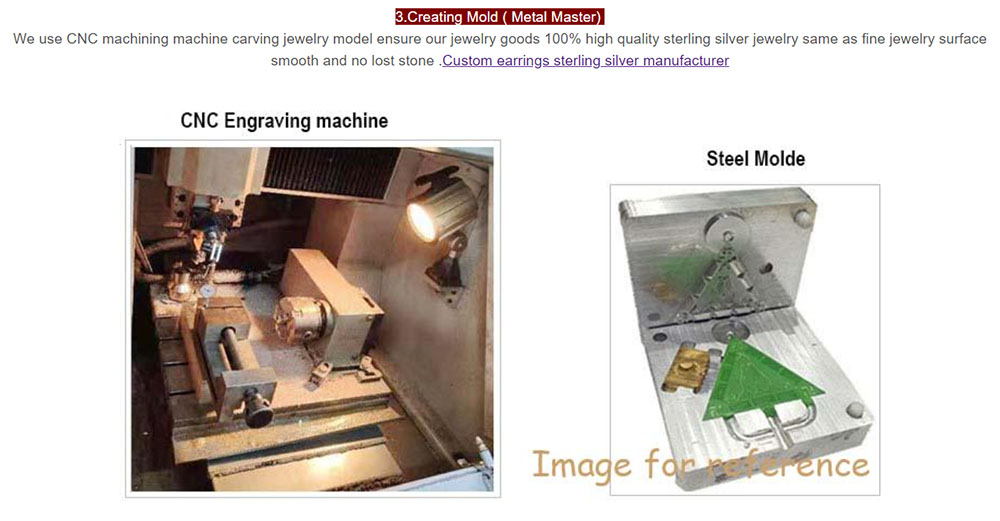
- A. Gieting: Die Metode vir Kompleksiteit
Gieting is die oorheersende metode vir die skep van gedetailleerde, driedimensionele juweliersware-komponente soos hangertjies, bedeltjies en ringbande met komplekse ontwerpe.- Boombou: Die goedgekeurde was- of harsprototipes word aan 'n sentrale was-"boom" geheg, wat 'n struktuur skep wat soos 'n kandelaar lyk. 'n Enkele boom kan dosyne of selfs honderde identiese patrone hou.
- Belegging: Die boom word in 'n staalfles geplaas, en 'n vloeibare gipsagtige materiaal, genaamd belegging, word daarom gegooi. Die belegging stol in 'n harde, hittebestande vorm.
- Uitbranding: Die fles word in 'n oond geplaas en tot 'n hoë temperatuur verhit. Hierdie proses smelt en verdamp die was ("verlore-was gietwerk"), wat 'n perfekte, hol holte in die vorm van die juweliersware binne die verharde belegging agterlaat.
- Smelt en Giet: Die gekose basismetaal word in 'n kroesie gesmelt by temperature van meer as 1000°C. Met behulp van 'n sentrifugale gietmasjien of vakuumhulpmiddel word die gesmelte metaal in die holtes van die beleggingsvorm gedwing.
- Blus en Ontvries: Sodra die metaal gestol het, word die fles afgekoel en in water geplaas. Die belegging los op en onthul die metaal-"boom" wat nou uit soliede juweliersware bestaan.
- Afsny: Die individuele stukke, genaamd gietstukke, word versigtig met sae van die boom afgesny.
- B. Stempelwerk en Matrisedrukwerk: Die Metode vir Eenvoud en Volume
Hierdie metode word gebruik vir eenvoudiger, platter of meer eenvormige ontwerpe soos kettingskakels, eenvoudige hoepeloorbelle en muntstukagtige hangertjies.- Matrysskepping: 'n Pasgemaakte staalgereedskap, genaamd 'n matrys, word vervaardig. Dit bestaan uit twee helftes—een met 'n verhewe ontwerp (die pons) en een met 'n verdiepte ontwerp (die holte)—wat perfek bymekaar pas.
- Die Stempelproses: 'n Plaat basismetaal word tussen die twee helftes van die matrys geplaas. 'n Kragtige hidrouliese of meganiese pers dwing die matryse met geweldige druk saam, wat die metaal afsny en die ontwerp gelyktydig daarin afdruk.
- Voordele: Stampwerk is uiters vinnig en koste-effektief vir hoëvolumeproduksie. Die gevolglike stukke is ook sterker en digter as gietstukke, aangesien die metaal se korrelstruktuur saamgepers word.
- C. Draadtrek en Kettingmaak
Kettings is 'n belangrike deel van juweliersware, en die vervaardiging daarvan is 'n gespesialiseerde veld.- Draadtrekking: Metaalstawe word deur 'n reeks progressief kleiner matryse getrek om die verlangde draaddikte te verkry.
- Kettingmontering: Dit kan masjien gedoen word vir eenvoudige kettings soos tou- of kabelkettings, of met die hand vir meer komplekse style soos Figaro- of Bisantynse kettings. Skakels word gevorm, verbind en dikwels gesoldeer vir sterkte.
2.3 Die eerste stappe van afwerking: Voorbeplatingsamestelling
Na vervaardiging is die rou komponente ru en benodig aanvanklike afwerking.
- Vyl en Ontbraam: Ruwe kante, bekend as spruite (van gietwerk) en brame (van stampwerk), word met die hand weggevyl.
- Tuimel: Komponente word in 'n roterende vat (’n tuimelaar) geplaas met 'n skuurmiddel, water en 'n poleermiddel. Hierdie proses verhard die metaal, maak oppervlaktes glad en lewer 'n eenvormige, satynagtige voorlopige afwerking.
- Soldeerwerk: Indien die stuk verskeie komponente het (bv. 'n hangertjiebeugel wat aan die hangertjie gesoldeer is, of 'n ringskag wat aan 'n setting gesoldeer is), word dit deur 'n bekwame vakman gedoen met behulp van 'n fakkel en 'n soldeer met 'n laer smeltpunt as die basismetaal.
Aan die einde van hierdie stap het ons 'n volledig gevormde, gemonteerde en gladgemaakte basismetaalvoorwerp, gereed vir die transformerende proses wat dit die ikoniese voorkoms van goud sal gee.
Stap 3: Oppervlakvoorbereiding en Platering – Die Alchemiese Transformasie
Dit is die mees tegnies komplekse en chemies sensitiewe stadium van die hele proses. Die sukses van die goudlaag—die adhesie, helderheid en duursaamheid daarvan—is amper geheel en al afhanklik van die noukeurigheid van die voorbereiding wat dit voorafgaan. Die beginsel is eenvoudig: 'n perfek skoon oppervlak is noodsaaklik vir 'n perfekte plaat.
3.1 Oppervlakvoorbereiding: Die ongesiene sleutel tot kwaliteit
Hierdie meerstadium-skoonmaakproses is ontwerp om elke denkbare kontaminant van die basismetaaloppervlak te verwyder.
- Oplosmiddelskoonmaak: 'n Aanvanklike ontvettingsbad in 'n organiese oplosmiddel of alkaliese oplossing verwyder olies, vingerafdrukke en wasse van hantering en vorige prosesse.
- Elektroreiniging: Die juweliersware word in 'n alkaliese, elektries gelaaide bad gedompel. Dit dien as die katode (negatiewe terminaal), wat veroorsaak dat waterstofgas kragtig van die oppervlak af borrel. Hierdie elektrochemiese reaksie skrop mikroskopiese onsuiwerhede en oksiede weg.
- Suurbeitsing: Die stukke word in 'n sagte suuroplossing (soos swaelsuur of soutsuur) gedompel. Dit ets die oppervlak mikroskopies, verwyder enige oorblywende oksiedlae en bied 'n effens getekstureerde oppervlak vir beter meganiese adhesie van die plateer. Vir sinkgebaseerde legerings word 'n baie milder suur gebruik om korrosie te voorkom.
- Spoeling: Miskien die mees kritieke en herhaalde stap in die hele proses. Na elke chemiese bad moet die juweliersware deeglik in gedeïoniseerde water afgespoel word om te verhoed dat die volgende oplossing besoedel word. Onvoldoende spoeling is 'n primêre oorsaak van plateringsmislukking.
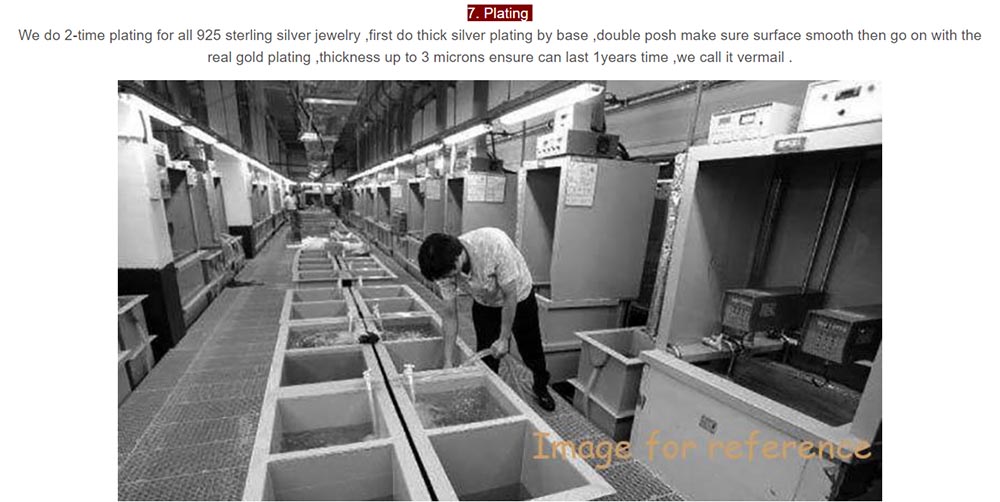
3.2 Die Elektroplateringsproses: Bou van die Lae
Na voorbereiding is die juweliersware gereed vir platering. Die fundamentele opstelling behels 'n elektrolietoplossing wat opgeloste goudsoute bevat, 'n anode (dikwels 'n inerte materiaal soos titanium bedek met platinum), en die juwelierswarestuk wat as die katode optree. Wanneer 'n gelykstroom toegepas word, word goudione (Au+) na die negatief gelaaide juweliersware aangetrek en tot metaalgoud gereduseer, wat 'n samehangende laag op die oppervlak vorm.
Dit word egter selde gedoen om suiwer goud direk op basismetale te plateer. 'n Meerlaagbenadering word gebruik om prestasie en voorkoms te verbeter.
- Stap 3.2.1: Die Slaglaag (Versperringsplaat)
Die eerste laag wat neergelê word, is 'n "stryklaag". Dit is 'n dun, digte laag metaal wat goed aan beide die basismetaal en daaropvolgende lae kleef. Nikkel is die mees algemene stryklaag. Dit bied 'n briljante, wit onderliggende basis wat die weerkaatsingsvermoë en kleur van die finale goudlaag verbeter. Dit dien van kritieke belang as 'n versperring wat verhoed dat atome van die basismetaal (soos koper of sink) mettertyd deur die goudlaag migreer, wat dofheid of verkleuring kan veroorsaak. As gevolg van nikkel se potensiaal om allergiese reaksies te veroorsaak, gebruik baie vervaardigers nou hipoallergeniese alternatiewe soos palladium-nikkel of 'n koperstryklaag vir sekere basismetale. - Stap 3.2.2: Die Vergulde Laag
Na die afwerkingslaag word die stuk oorgedra na die finale goudlaagbad. Die eienskappe van hierdie bad bepaal die finale produk se eienskappe.- Goudinhoud: Die bad gebruik kaliumgoudsianied as die primêre bron van goudione. Die suiwerheid van die goud in die bad kan aangepas word om verskillende karaatkleure te skep (bv. 14k, 18k, 24k).
- Kleur en Legering: Om verskillende goudkleure te verkry, word ander metale by die bad gevoeg:
- Geelgoud: Suiwer 24k goud of 'n hoë-karaat legering.
- Witgoud: Gelegeer met palladium of nikkel (alhoewel nikkel uitgefaseer word).
- Roosgoud: Gelegeer met 'n hoër persentasie koper.
- Verhelderaars en Gelijkmakers: Gepatenteerde organiese bymiddels word in die bad ingesluit. Hierdie chemikalieë help om 'n briljante, spieëlhelder afwerking te lewer deur 'n eenvormige afsetting van goudatome te bevorder, mikroskopiese valleie te vul en die oppervlak glad te maak.
3.3 Bepaling van plaatdikte
Die dikte van die goudlaag is 'n belangrike kwaliteitsbepaler en word direk beheer deur:
- Stroomdigtheid: Die hoeveelheid elektriese stroom per eenheidsoppervlakte.
- Tyd: Die duur wat die juweliersware in die bad bly.
- Oplossingskonsentrasie: Die konsentrasie van goudione in die elektroliet.
Dikte word gemeet in mikron (µm) of, meer algemeen vir juweliersware, in mikro-duim (µ”). Die kwaliteit van vergulde juweliersware word dikwels beskryf deur die "gouddikte" en die "goudfynheid" (bv. "2.5 mikron van 18k goud").
Algemene bedryfsklassifikasies gebaseer op dikte sluit in:
- Klas 1, Swaar Goud Elektroplateer/HEGP: (≥ 2.5 µ” of 0.1 µm) 'n Duursame, hoëgehalte-plateer vir items wat bedoel is vir gereelde dra.
- Verguld/GP: (≥ 0.7 µ” of 0.025 µm) Die standaard vir kwaliteit modejuweliersware.
- Gold Flash/GF: (< 0.7 µ”) ’n Baie dun, dekoratiewe laag met beperkte duursaamheid, tipies vir laekoste-, weggooibare mode-items.
Nadat die platering voltooi is, kan 'n laaste, ultra-dun lagie van 'n deursigtige, beskermende lak of 'n harde laag soos rodium (vir witgoud) op sekere areas aangewend word om dofheid te voorkom en krasbestandheid te verbeter.
Stap 4: Gehaltebeheer, Afwerking en Verpakking – Die Finale Kurering
Die reis word afgesluit met 'n reeks noukeurige kontroles en verbeterings wat die juweliersware vir sy debuut voorberei.
4.1 Streng Gehaltebeheer (GG)
Elke stuk moet deur 'n streng gehaltebeheerproses gaan voordat dit vir verkoop goedgekeur kan word.
- Visuele inspeksie: Inspekteurs ondersoek stukke onder helder, vergroot ligte vir defekte soos:
- Plateringsfoute: Afskilfering, blase, verkleuring of ongelyke kleur.
- Oppervlakonvolmaakthede: Krappe, putte of ruheid.
- Konstruksiedefekte: Swak soldeerverbindings, verkeerd belynde komponente of nie-funksionele sluiting.
- Dikteverifikasie: Vir hoëwaarde-bondels word 'n X-straalfluoresensie (XRF) spektrometer gebruik. Hierdie nie-vernietigende toestel bombardeer die item met X-strale en meet die fluorescerende straling wat uitgestraal word om 'n presiese lesing van die plaatdikte en samestelling te verskaf.
- Adhesietoetse: Monsters van 'n bondel kan onderwerp word aan toetse soos die "bandtoets" (die aanbring en verwydering van kleefband om te sien of die plaat afkom) of hitteblustoetse om te verseker dat die plaat behoorlik gebind is.
- Duursaamheidstoetsing: Monsters kan getoets word vir korrosiebestandheid met behulp van 'n soutspuitkamer om versnelde veroudering en slytasie te simuleer.
4.2 Finale Afwerking en Stelwerk
Stukke wat kwaliteitskontrole slaag, kan finale estetiese aanrakinge ondergaan.
- Poleer en Poets: Terwyl die plateerbad helderheid bied, kan 'n finale poleermiddel met sagte wiele en fyn verbindings die glans tot 'n hoë glans verbeter.
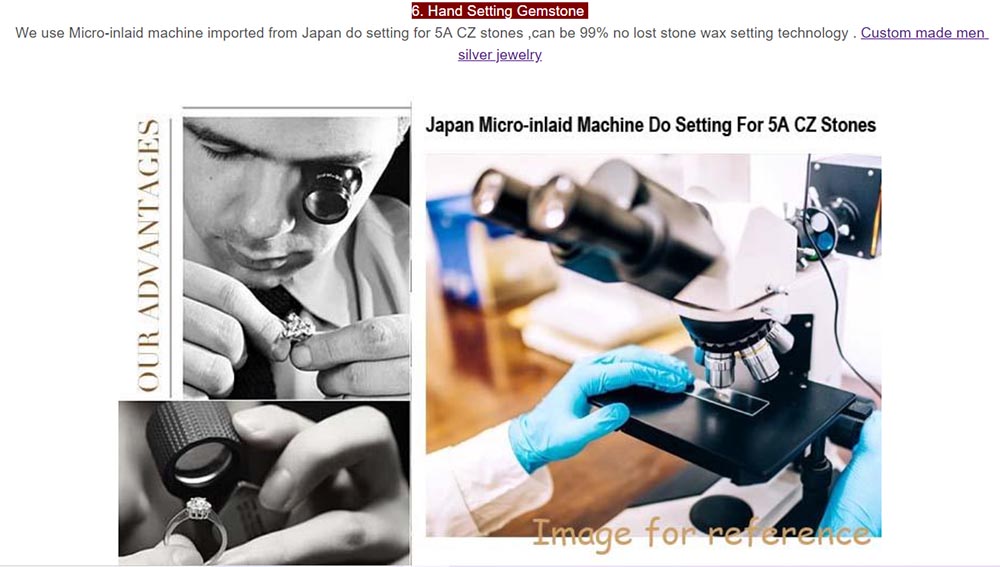
- Steensetting: Indien die ontwerp edelstene insluit (bv. kubieke sirkonium, sintetiese kristalle of natuurlike stene), word hulle in hierdie stadium gesit. Bekwame setters gebruik gereedskap om die stene versigtig in hul setting vas te maak sonder om die delikate goudlaag te beskadig.
- Oksideerend: Vir 'n antieke of oesjaarvoorkoms kan 'n chemiese oplossing op verdiepte areas aangewend word om hulle te verdonker, wat kontras skep en die ontwerpbesonderhede laat "uitstaan".
4.3 Verpakking en aanbieding
Die uitpak-ervaring is deel van die produk. Juweliersware word versigtig in poli-sakkies geplaas om krapmerke te voorkom, gemerk met relevante wetlike openbaarmakings (bv. "Verguld"), en aangebied in handelsmerkbokse of -sakkies. Dit beskerm nie net die produk tydens versending nie, maar verhoog ook die waargenome waarde en bied 'n bevredigende kliëntervaring.
Gevolgtrekking
Die skepping van 'n stuk vergulde juweliersware is 'n merkwaardige sintese van artistieke visie, metallurgiese wetenskap en presisie-ingenieurswese. Die vier hoofstappe – Ontwerp en Prototipering, Basismetaalvervaardiging, Oppervlakvoorbereiding en -platering, en Gehaltebeheer en Afwerking – vorm 'n onderling gekoppelde ketting waar uitnemendheid in elke stadium ononderhandelbaar is.
Deur hierdie proses te verstaan, word die produk minder geheimsinnig en word beide kleinhandelaars en verbruikers bemagtig om die waardevoorstel van goed gemaakte vergulde juweliersware te waardeer. Dit is nie bloot "goedkoop juweliersware" nie, maar eerder die resultaat van 'n gesofistikeerde vervaardigingsproses wat ontwerp is om die tydlose skoonheid van goud in 'n duursame, toeganklike en veelsydige vorm te lewer. Van die ontwerper se eerste skets tot die finale gehaltebeheer, is elke aksie toegewy aan die versekering dat die voltooide stuk nie net die lig vasvang nie, maar ook die hart van sy draer verower.